Application of PCD tool in automobile manufacturing Anna.wang@moresuperhard.com
USD $1 - $2 /Piece
Min.Order:1 Piece
Quick Details View All >
Product Details
Application of PCD tool in automobile manufacturing
According to a study published by the European Aluminum Association (EAA), in Europe, the amount of aluminum used in each new car was 50 kg in 1990; by 2005, the figure had risen to 132 kg; it is expected that by 2010, each The amount of aluminum used in the new car may increase by another 25 kg. According to the study, in the new cars produced in Europe in 2005, the weight of aluminum parts reached 2 million tons. By using aluminum parts to reduce the weight of the car, it can save 1 billion liters of fuel per year, and in these life cycles, carbon dioxide emissions can be reduced by about 40 million tons. #
@moresuperhard.com
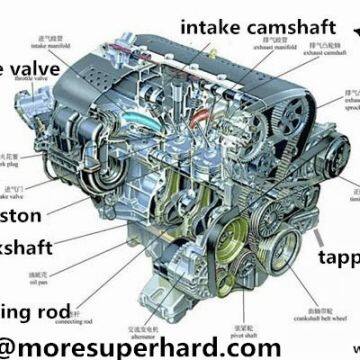
In the body of a car, most of the aluminum parts are concentrated on the air conditioning system, engine cover, shock absorber parts and steering column; in the car chassis and suspension assembly, aluminum parts are mainly concentrated in the hub, suspension bracket and steering system In the powertrain, most of the aluminum parts are located on the cylinder head, cylinder block, hood, pump and cooler. In addition, the application of aluminum alloy in seals, body shells and chassis is also increasing.
Replacing steel with less dense materials as a conventional structural material is also important in other industries, such as general machinery manufacturing and the aerospace industry. However, since the hardness of the aluminum alloy is not too high and has high toughness, the cutting process is difficult. During processing, the aluminum alloy is easily bonded to the tool material and appears to be cold hardened. Therefore, at low speed cutting, the chip front surface is prone to build-up edge.
Dry cutting
Due to their sensitivity to environmental influences, automotive parts are increasingly using dry cutting or using minimal amounts of coolant during processing. Driven by the cost of cooling (including the associated waste recycling costs), cutting speeds are also increasing, which is not possible with conventional carbide tools.
When dry cutting with a conventional tool or tool material, the surface roughness of the workpiece to be machined is poor due to the change in the geometry of the cutting edge of the tool and the increase in heat caused by friction in the cutting zone.

Last but not least, the development of machine tool technology has resulted in ever-increasing spindle speeds and feed rates for faster machining. Only a few years ago, the spindle speed of the machine tool was only 6000r/min, but now it has reached 30,000-40000r/min, and the acceleration of the shaft can reach 2G. With the support of powerful computer capabilities, this machine can perform the motion functions required for machining (such as helical interpolation movement in thread milling). In order to convert this speed advantage into a machining advantage at the point of action, the corresponding tool material is required. However, with carbide tools, the cutting speed can only reach 400m/min; while tools with polycrystalline diamond (PCD) cutting edges can cut at speeds up to 3000m/min (depending on the cutting process). In addition to higher processing speeds, the main advantages of PCD tools include longer tool life and, in many cases, better surface finish quality.
A wide range of products The JEL Precision Tool Company, part of the German Komet Group, offers a wide range of PCD tooling products, including the highly efficient PCD drills DRILLCUT and DRILLMAX with carbide inserts. Both drills are capable of drilling holes up to 5D deep. The DRILLCUT is a straight groove drill with 2 cutting edges and 4 guide ribs and a coolant channel for internal cooling. DRILLMAX also uses the same internal cooling design, but it is a spiral groove drill with two guiding ribs. The DRILLMAX drill bit is precisely positioned, drilling accuracy is up to IT8-IT9, and it achieves long tool life and good surface finish. The company's product line also includes PCD grooving tools. During machining, the PCD cutting edge of the tool is drilled from the top of the workpiece along the center hole and then tangentially offset from the center. The maximum depth of cut can be twice the diameter of the tool. These tools can also be used for proper milling and for machining circular geometries for good surface finish and burr-free cutting edges. The standard 2-blade PCD grooving tool has a minimum diameter of 6mm and the 3-blade tool has a diameter of 16-20mm.
Our comapny is one of the few technical authorities in the industry in the field of complex internal threading, especially when it comes to thread milling or the development of specialized solutions for specific machining. The famous MGF and TOMILL thread milling cutters are the most commonly used machining tools. The MGF thread milling cutter with PCD tip has a countersunk hole in the shank. The body is made of hard alloy, which is especially suitable for processing aluminum alloys and other materials that are usually processed by PCD. The tool can mill the standard thread size of the M6-M12 with a cutting edge length twice the nominal diameter. Similarly, TOMILL (GWF) thread milling cutters with tool diameters of 16 mm and 20 mm can be machined with threads ≥ 20 mm in diameter. In addition, JEL offers process-oriented solutions that include as many machining operations as possible. Drills and thread milling cutters (BGF) with PCD tips have also been introduced. In addition to machining tapped holes, 90° chamfers and threads, the tool can also be used to cut protective holes in one machining operation. .
One example of machining of the VABOS-K modular tool concept (variable drilling, boring and thread cutting systems) with drill bits and thread milling cutters is the machining of spark plug threads on die-cast aluminum parts. With this tool, the screw hole, 90° chamfer, boring, 22mm diameter end face boring and M14×1.25 thread can be processed in one operation. All cutting units of the tool use a PCD tip. The original intention of the VABOS-K modular tooling system was to address the inability to use indexable inserts in the toolholders due to their shape and size, or due to accuracy requirements. In order to machine 90° chamfer, boring and end face boring, the PCD cutting edge is directly welded to the VABOS-K cutter head, and then the cutter head is fixed on the cutter body or the tool holder, and the cutter body or the tool holder can be easily Remove the ground to install a new PCD cutting edge. This tool holder is a one-time purchase accessory. Center drills and thread milling cutters can be easily installed in place without the need for time adjustments.
Another example of a special tool developed by JEL is also a VABOS-K tool system. The system consists of a solid carbide drill bit and a thread milling cutter (BGF) for drilling internal threaded through holes, end face boring and milling M6 threads on aluminum housing parts. The distinguishing feature of the tool is the ability to machine counterbores with a diameter of 50 mm. Only a PCD tip can be used to process at a stable maximum speed of 10,000 r/min (equivalent to a cutting speed of 1570 m/min at a diameter of 50 mm). Only in this way can a very short total machining time (3.9 seconds) be achieved.
There is a PCD Tomill thread milling cutter on the VABOS-M tooling system for finishing pre-formed holes in the fuel filter housing. The machining of the countersink contour, the boring, the outer edge deburring and the milling of the S80×3 serrated thread can be done in one machining operation. The processing time per hole can be shortened to an incredible 8.8 seconds. A feature of the tool is that the thread milling cutter is designed so that the first thread machined on the workpiece is a complete thread.
When it is necessary to machine the contour on the inner and outer diameters of the workpiece (such as slotting and machining the cavity in the hole), it is only possible to perform circumferential milling and turning on the flexible machining center, and the circumferential cutting and grooving is A viable alternative processing method. This machining method reverses the principle of inserting the machine on the lathe. Unlike the way in which the workpiece rotates while the tool is stationary during the turning, it is the workpiece stationary and the tool movement. The tool is introduced into the stationary workpiece for machining by the circular interpolation path generated by the machine numerical control system. In this type of machining, the tool cutting edge is perpendicular to the tangent of the cylindrical face of the hole at each point of the circular interpolation path. As a result, the tool rotates once around the workpiece and it only rotates around its own axis for one revolution. Surfaces machined by circumferential cutting and grooving do not produce a unique cut surface for circumferential milling. For the machining of aluminium parts, such tools with PCD cutting edges are also available.
The Komet Group of Germany consists of Komet Precision Tool Company, Dihart Precision Tool Company and JEL Precision Tool Company. With approximately 1,500 employees worldwide, the group manufactures and markets precision cutting tools. Its main technical areas are general machining and precision machining of holes and threads, special thread cutting, standard and special PCD tools and turning tools. The Komet Group is particularly market-leading in the field of mechatronic tools (tools with built-in CNC axes for cutting edge positioning and tools with NC control contouring).
If you need any products, do not hesitate to contact
Annamoresupe@gmail.com
@moresuperhard.com
WhatsApp:+8615617785923
Skype:Annawng
Wechat:15617785923
QQ:1664333593
Mobile:+86-156177854923
Tel/Fax:+86-0371-86545906
Contact Supplier

You May Like
New Products















Popular Searches
Recommended Products
Find Similar Products By Category








 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln