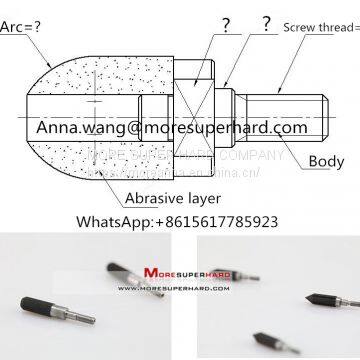
single crystal synthetic diamond tool MCD jewelry cutting tool Diamond Plate For Cutting Tools
USD $1 - $2 /Piece
Min.Order:1 Piece
Quick Details View All >
Product Details
single crystal synthetic diamond tool MCD jewelry cutting tool Diamond Plate For Cutting Tools
Single crystal diamond tool grinding process and influencing factors1 Diamond tool grinding method
The manufacturing process of single crystal diamond tools generally includes material selection, orientation, sawing, blanking, card loading, rough grinding, fine grinding and inspection. After the selected diamond rough is oriented and cut along the largest plane, the blanks of the two tools can be obtained, which can improve the utilization of the diamond material and reduce the total grinding amount. The shape of the tool can be loaded (inlaid or brazed) by blanking. The blanking and roughing and finishing processes are all carried out by grinding.
The grinding of the diamond is carried out on a cast iron grinding disc. The grinding disc has a diameter of about 300 mm and is made of a high-phosphorus cast iron for grinding diamond which is optimized in shape, size and proportion of pores in the material structure. The surface of the grinding disc is inlaid with a diamond abrasive powder having a particle size ranging from less than 1 μm up to 40 μm. The coarse-grained diamond powder has a higher grinding rate, but the grinding quality is poor, so coarse powder is generally used for coarse grinding, and fine powder having a size of less than 1 μm is used for fine grinding. Before grinding, the diamond powder is first mixed with olive oil or other similar substances into an abrasive paste, and then coated on the surface of the grinding disc, and left for a period of time to allow the abrasive paste to fully penetrate into the cast iron pores of the grinding disc, and then use a larger diamond. The surface of the grinding disc is pre-grounded back and forth to further enhance the mosaic effect of the diamond powder in the pores of the cast iron. When grinding, the ground diamond is generally embedded in a tin bucket to expose only the surface to be ground. The grinding disc has a rotation speed of about 2,500 r/min and a grinding pressure of about 1 kg/mm2.
The grinding of diamond is very different from the processing of other tool materials. The grinding mechanism has not yet been convincingly explained, and the factors affecting the quality of grinding are also various. Some of the process issues of diamond tool grinding are discussed below.
If you need any products, do not hesitate to contact
Annamoresuper@gmail.com
@moresuperhard.com
WhatsApp:+8615617785923
Skype:Annawng
Wechat:15617785923
QQ:1664333593
Mobile:+86-156177854923
Tel/Fax:+86-0371-86545906
2 Influencing factors of grinding amount
Through the experiment, it is found that the relation between grinding amount and grinding condition is V=kv in the form of V grinding volume k grinding rate V grinding speed p grinding pressure. In addition, the grinding direction of diamond, the particle size of abrasive and the inlaying condition of abrasive particles in the pores of cast iron will also change the size of grinding rate, thus affecting the grinding amount.

3 factors affecting grinding quality
Although the surface roughness of the cutter is easy to be guaranteed during grinding due to the high hardness and brittleness of diamond, the blade is easy to crack and the blade serration is not easy to be reduced.
Ultra-precision machining requires the cutting edge to be observed under a 500x microscope, so the grinding process needs to be optimized from all aspects to obtain a flat and perfect blade.
A ,The influence of grinding powder size and surface state on grinding quality
It can be seen that due to the great impact of coarse powder on the blade, the blade saw a larger degree after grinding, and it is basically difficult to grind the blade without the bayonet.
When fine powder is used, the blade becomes flat after a few minutes of grinding, and the serration tends to zero.
Because of the limitation of machining accuracy, the newly manufactured grinding disc has a large degree of unevenness, which has a certain influence on the stability of grinding.
In addition, the abrasive particles on the surface of the disk are not equal in quality.
After a period of grinding, the high points on the disk surface are flattened, and the larger particles in the grinding grains are broken or shoveled away from the surface, so that the equal height of the grinding grains is improved, and the blade saw degree is reduced stably.
Therefore, the key processes of cutting edge or fine grinding of diamond tools must be carried out on the surface of stable grinding disc.
Abrasive grain in the grinding process can be continuously break or losses, if not timely complement, disk grinding grain density will lead to a result of insufficient and make the diamond direct contact with the cast iron, not only affect the tool grinding quality, also because of destruction of the diamond squeeze scraping effect or clog pores on the disk surface, thereby reducing the service life of grinding disc.
Therefore, in the grinding process, it is necessary to often add new grinding paste to the surface.
In addition, the pretreatment of grinding disc surface before applying powder is also essential. Generally, it is necessary to use oilstone or coarse SiC abrasive powder to grind the disc surface to remove groove lines and improve the flatness of the disc surface.
Through the comparison test of grinding the disc surface with various oilstone and SiC powder, it was found that the best grinding surface could be obtained by grinding the disc surface with TL280ZY1 oilstone for 1 hour and then applying W1 fine diamond powder. At this time, the disc surface had the shortest time of stability and the smallest blade saw degree after grinding.
The free SiC abrasive powder can easily plug the pores on the surface of the disk, making it difficult for the diamond powder to be embedded in the abrasive disk.
B,Influence of blade Angle on grinding quality
Blade Angle q is the Angle between the grinding line speed direction and the blade.
When q > 0 °, grinding direction from the blade to blade, known as the suitable grinding;
When q<0 °, grinding direction from the blade to blade, called inverse mill.
FIG. 2 shows the relationship between blade serration and blade Angle.
Due to the extremely high tensile strength of diamond, the blade bears the tensile stress during smoothing, so the serration is small after grinding.
In reverse grinding, the blade bears the pressure stress, so the serrated degree is larger after grinding.
As you can see in figure 2, when q is greater than and close to 0 ° can obtain the smallest degree of sawtooth blade, blade in the stress direction and basic parallel blades, the blade has the highest in the direction of tensile stress intensity.
Another advantage of grinding parallel to the blade is that the scratch on the blade is also parallel to the blade.
C, Effects of disk end hopping and machine tool vibration on grinding quality
The end jump of the grinding disc and the vibration of the machine tool will cause the impact of the disc on the blade during grinding, thus damaging the straightness of the blade, especially the impact of the end jump of the disc surface is more direct, because the impact direction caused by end jump is perpendicular to the disc surface.
Fig.3 and fig.4 respectively show the relation between blade serration and disk end hopping and machine tool vibration.
It can be seen from the figure that there is a critical value for the influence of disk tip jump and machine tool vibration on the blade saw degree. When it is less than the critical value, the blade saw degree tends to zero.
When the value is greater than the critical value, the blade sharpness increases.
In order to reduce the end jump of the disc, when grinding the disc with oilstone, the end jump of the disc should be detected at the same time, and the end jump should be eliminated by grinding as much as possible.
Then the on-line dynamic balance of the grinding disc is required to reduce the vibration caused by the imbalance of the mechanism during operation.
The end jump and vibration are also related to the precision and damping performance of the grinder.
The traditional wooden top grinding machine needs to be padded with fiber pad between the top and the rotating shaft. Meanwhile, due to the restriction of wood rigidity, the grinding disc will produce dynamic jump of 0.05-0.1mm when rotating at high speed.
In addition, the heat resistance of wood and fibre material is poor and, in the case of high-speed sliding, it is easy to wear away and create a gap between the shaft and the top.
Due to many unstable factors when using this kind of equipment, only in the best state of some of the short time period can be grinding out basic qualified natural diamond cutter, even skilled operators, can only achieve 30 to 50 percent of the processing qualified rate.
The static pressure air bearing is higher than 0.5mm, with stable rotation, and the high-pressure air bearing the spindle has strong vibration absorbency.
So using static pressure of the air bearing grinding machine even grinding blade wedge Angle 45 ° diamond tool, also can obtain perfect blade.
For general civil diamond cutter, the machining qualification rate can reach 100%.
D, Effect of Angle of deviation on grinding quality
Deviation Angle w is the Angle between the actual direction of grinding and the best direction of grinding on the ground surface of diamond.
For (110), when in the best grinding direction (w = 0 °) grinding, diamond surface is very smooth, and the surface has great ups and downs, this is because the best grinding, grinding disk of roughness on the surface of diamond were fully rerun;
When w = 45 °, the diamond surface is bright and clean, but smaller fluctuation degree, and a small trench;
When w = 60 °, diamond surface densely deep groove, grinding rate becomes very low;
In the most difficult grinding direction, the surface of the diamond is filled with pits, and the grinding rate is basically zero.
W<45 ° area can be considered a good direction, can obtain smooth surface.
Good for (100) surface, the grinding area for w<15 °.
Sawtooth degrees in good grinding area tends to zero, when w > 45 °, quickly appear larger crack on the blade.
Similar results can be obtained for (100) faces.
The influence law of deviation Angle on surface quality can also be used to judge the best grinding direction of diamond, because the diamond surface is bright and has big fluctuation when the best grinding direction is.
To sum up, the grinding quality of diamond tools is quite sensitive to various processing conditions, especially when grinding diamond tools with small blade wedge Angle (such as ophthalmic scalpel, fiber slicer and biological slicer).
, therefore, must be careful when grinding processing, grinding disk surface using superfine diamond grinding powder, find the best grinding direction, and USES the high precision, stable running and small vibration grinding machine (such as air static pressure bearing grinding machine), in various process conditions in the ideal state, no crack, serrated blade grinding it out small high quality diamond tool.
Contact Supplier

You May Like
New Products











Popular Searches
Recommended Products
Find Similar Products By Category











 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln