Polycrystalline Diamond PCD
USD $1 - $2 /Piece
Min.Order:1 Piece
Quick Details View All >
Product Details
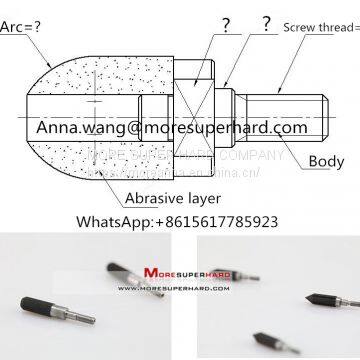
Polycrystalline Diamond PCD
Polycrystalline Diamond (Polycrystalline Diamond, hereinafter referred to as PCD) since the 1970 s, is exploring the use of new superhard materials in the world, it is under the high temperature of 1400, 6 gpa high-pressure sintering.
Polycrystalline diamond is not only an engineering material but also a new type of functional material.
It is a high - tech product and a high - efficiency product.
With the development of modern industry and science and technology, polycrystalline diamond has been widely used in modern industry, national defense and high and new technology with its excellent properties of force, heat, chemistry, sound, light and electricity.
If you need any products, do not hesitate to contact
Annamoresuper@gmail.com
@moresuperhard.com
WhatsApp:+8615617785923
Skype:Annawng
Wechat:15617785923
QQ:1664333593
Mobile:+86-156177854923
Tel/Fax:+86-0371-86545906

Polycrystalline diamond tools have become an indispensable tool in modern machining. This is mainly reflected in the following aspects:
(1) High-speed cutting, high-stability processing
(2) Ultra-precision mirror processing
(3) Dry cutting and cleaning processing
Performance introduction
The characteristics of Polycrystalline diamond tools(1) High hardness and wear resistance
Polycrystalline diamond has a hardness of up to 10000 HV. It is the hardest material in the world. It is much harder than hard alloys and engineering ceramics. Because of its extremely high hardness and isotropic properties, polycrystalline diamond has extreme Good wear resistance.
(2) Low friction coefficient
The coefficient of friction between polycrystalline diamond and some non-ferrous metals is lower than that of other materials, which is about 1/2 of that of cemented carbide. The low coefficient of friction not only reduces the deformation and cutting force, but also causes no built-up edge during cutting, thus reducing the surface roughness of the machined surface.
(3) High thermal conductivity
Polycrystalline diamond has a high thermal conductivity, which is better than silver and copper. It is much higher than that of ordinary hard alloys. Therefore, the cutting heat is easily dissipated during the cutting process, so the cutting temperature is low.
(4) High processing accuracy
Because the polycrystalline diamond tool has a low coefficient of thermal expansion and a high modulus of elasticity, the tool is not easily deformed during the cutting process. Under the action of the cutting force, the tool can maintain its original parameters, maintain sharpness for a long time, and has high cutting precision. Therefore, when machining with a PCD tool, the cutting force can be reduced and the cutting temperature can be lowered, the tool durability and the cutting rate can be improved, and a good machined surface can be obtained.
The main problem: the high hardness and high wear resistance of PCD materials make molding and surface finishing very difficult, which seriously hinders its popularization and application.
Common processing methods: EDM, laser processing, chemical processing, ultrasonic processing.
Ideal processing method: grinding or grinding.
Processing technology introduction
(1) Grinding
In view of the high hardness and wear resistance of polycrystalline diamond, the grinding process mainly includes diamond grinding wheel grinding, electric discharge grinding and electrolytic grinding. The simplest and most effective grinding method is diamond grinding wheel grinding. In the actual machining process, different grinding methods can also be combined according to the requirements.
(2) ELID mirror grinding of polycrystalline diamond
Online Electrolytic Dressing Wheel (ELID) Precision Mirror Surface Grinding Technology is a new ultra-precision machining technology developed by Dr. Daisuke, Institute of Physical Chemistry, Japan in the late 1980s. The basic principle is to use the non-linear electrolytic dressing and the dynamic balance of the metal oxide super-abrasive grinding wheel surface oxide insulating layer to suppress the electrolysis during the grinding process, and continuously trim the grinding wheel to obtain the grinding wheel abrasive grain. Constant amount of protrusion, so that the grinding wheel is continuously processed in the best grinding state, it is suitable for precision mirror grinding of hard and brittle materials.
The diamond grinding wheel with metal bond and ELID precision mirror grinding technology can obtain good effect. It is a new way of precision processing of polycrystalline diamond, which has great promotion value and application prospect.
(3) Electric spark grinding
The characteristics of the pulse generator during EDM are very important, especially for processing PCD materials. PCD has a certain conductivity, good thermal conductivity and high melting point, so the traditional EDM processing of polycrystalline diamond is very difficult.
The erosion mechanism of EDM grinding PCD includes: gasification of diamond, oxidation of diamond, conversion of diamond to graphite and amorphous carbon, throwing force by electric spark discharge, thermal stress to microcrack on diamond surface, and diamond The fracture of the crystal grains is broken and the like. Among them, the graphitization of diamond plays a key role in the process of electric spark polishing of diamond film. It not only acts as a conductive force, but also maintains the existence of the discharge channel, so that the top of the diamond film protrudes from the top of the peak, and the graphitization-oxidation process of diamond continuously Perform to remove the diamond.
EDM and EDM are the most efficient and cost-effective methods of processing polycrystalline diamonds, but they do not efficiently process large areas of polycrystalline diamond.
Grinding
There are three main methods for grinding polycrystalline diamond: one is to use a resin bond fine-grained diamond wheel for precision grinding; the other is to use a hardened high-hardness steel plate (or agate plate) without any abrasive. Direct grinding; another is the use of high-speed rotating cast iron discs, supplemented by diamond micro-powder grinding. Grinding can be used as a fine polishing process for polycrystalline diamond, which is an important part of the production of polycrystalline diamond tools.
(1) Grinding of diamond grinding wheel with polycrystalline diamond
Grinding of diamond grinding wheel Polycrystalline diamond is similar to grinding of grinding wheel, except that the model of grinding wheel is different. Grinding wheel with resin concentration of 50%-70% and particle size of W40-W7 is generally used for grinding. When grinding polycrystalline diamond with diamond grinding wheel, the grinding of PCD material by diamond abrasive grains in the grinding wheel is essentially a process of interaction between two objects with similar hardness and properties, which is essentially different from the traditional grinding process. The PCD grinding mechanism and grinding process have their own characteristics.
(2) High-speed steel disc grinding of polycrystalline diamond
High-speed steel disc grinding polycrystalline diamond, the basic principle is that the PCD workpiece is rubbed under a certain pressure and high-speed rotating high-speed steel disc, generating frictional heat, increasing the temperature of the sliding interface, sliding interface (grinding surface) The high temperature generated on the surface is beneficial to the oxidation, graphitization, diffusion, bonding and thermal stress cracking of the diamond grains in the sliding interface of the PCD, thereby achieving the purpose of grinding.
From the chemical properties of diamond, some metal elements can react with them to cause their disintegration. If the material of the grinding disc itself contains the above-mentioned metal element component, it will promote the diffusion, adhesion and thermal erosion of the diamond at the sliding sliding interface, which helps to improve the efficiency of the grinding process. However, the temperature of the grinding sliding interface should not be too high, otherwise it will affect the quality of the grinding surface.
(3) Abrasive grinding of polycrystalline diamond
Abrasive grinding of polycrystalline diamond is one of the traditional processing methods. During the abrasive grinding process, the cleavage of the crystal grains is one of the main removal methods in the process of grinding PCD; the sharp abrasive grains are at a high speed. With proper pressure across the PCD, a large number of damaging scratches are produced on the surface of the diamond grains. These scratches can be divided into plastic scratches and brittle scratches, which is also an important mechanical removal method for PCD materials. In addition to this, there are various thermochemical removal methods such as graphitization removal, thermal erosion removal, diffusion removal, and oxidation removal. However, the thermal chemical removal method does not occupy a major position in the removal of the polished PCD material. Abrasive grinding has high precision, but the efficiency is extremely low. However, when assisted in ultrasonic grinding, the efficiency is greatly improved.
Other processing methods
(1) Wire EDM
Wire EDM machine
The electric discharge wire cutting process realizes the cutting processing of the workpiece material by the pulse discharge of the local region between the electrode wire and the workpiece, and it is one of the commonly used methods for PCD cutting processing. Most of the wire-cut polycrystalline diamonds are used to make machining tools, geological drills and wire-drawing abrasives. The shape of these workpieces is complex and variable. It is economically feasible to form and process with EDM.
(2) Laser processing
The mechanism of laser processing polycrystalline diamond is: a laser beam with extremely high energy density is irradiated onto the surface of polycrystalline diamond, part of the light energy is absorbed by the surface and converted into heat energy, and the temperature of the local area of the irradiated spot rapidly rises to tens of thousands of degrees. The polycrystalline diamond material is partially melted or even vaporized and forms a pit. At the same time, thermal diffusion started, and as a result, the material around the spots melted. As the laser energy continues to be absorbed, the steam in the trap expands, the pressure increases, and the melt is ejected at high speed in an explosive form. The recoil pressure generated by the jet forms a strong shock wave inside the workpiece. Thus, the polycrystalline diamond etches part of the substance under the action of high temperature melt vaporization and shock waves to form a laser etch pit.
Laser processing is non-contact processing. It has excellent characteristics in PCD material processing. It can process high-purity PCD materials (such as polycrystalline diamond film), processing distortion and thermal deformation are small, and laser processing speed is fast and efficient. It is a more effective processing method. Especially in microporous processing and non-conductive superhard material processing, it shows its superiority. However, there are problems such as difficulty in controlling dimensional accuracy and repeatability, and micro-graphitization on the machined surface, which requires further finishing. Currently only used for roughing or semi-finishing. The laser parameters that determine the function of the laser processing material are pulse width, maximum pulse power, and average pulse power.
(3) Chemical processing
The chemical processing of polycrystalline diamond is based on the characteristics that diamond is soluble in molten potassium nitrate, sodium nitrate and sodium phosphate, and the polycrystalline diamond is dissolved by molten nitrate. In view of the surface free energy distribution state and the principle of free enthalpy reduction, The surface of the polycrystalline diamond is gradually smoothed from rough to smooth. At the same time, an oxidation film can be formed on the surface of the diamond due to the oxidation reaction, which can be removed by grinding and then continue to dissolve.
(4) Ultrasonic machining
Ultrasonic processing of polycrystalline diamond is processed by using diamond micropowder (1-50um) as free abrasive. The factors affecting ultrasonic processing of PCD are vibration frequency, amplitude, diamond powder size, PCD material, unit pressure and processing area. At present, polycrystalline diamond ultrasonic processing includes ultrasonic grinding and ultrasonic grinding, etc., and is mostly used for processing PCD bores and PCD drawing dies and sand blasting dies. The core component of the ultrasonic grinding method is an ultrasonic grinding device that performs ultrasonic vibration on one side and high-speed rotation on one side.
Application is introduced
Automotive and aerospace
PCD tools have a very high durability (tensor times more than the life of cemented carbide tools), stable dimensional machining accuracy and good workpiece surface roughness. The main processing objects are non-ferrous metals, non-metallic materials and woodwork materials, alloys and ceramics containing Al2O3, various fiber and particle reinforced composite materials, plastics, rubber, graphite, glass, wood, etc., and can also be ultra-precision for the above materials. Processing. At present, the main varieties are PCD woodworking saw blade and trimming knife, PCD indexing blade, PCD piston series tool, PCD wheel tool, PCD commutator tool, PCD case, jewelry tool and various PCD welding tools, 镬Knife.
PCD tools account for 60% of automotive applications. PCD tools are mainly used in the automotive field to process skirts, pin holes, cylinder blocks, gearboxes, carburetor, etc. of engine pistons. Due to the high silicon content (10% or more) of these components, and most of them are produced in large quantities by pipeline, the service life of the tool is high, and the carbide tool is difficult to handle. The durability of the diamond tool is cemented carbide tool. 10-50 times, the dimensional stability of the parts can be guaranteed, and the cutting speed, processing efficiency and surface quality of the workpiece can be greatly improved.
Wood processing industry
The artificially-used panels that have been widely used have been significantly different from traditional woods. The synthetic panels are in a sense the concept of synthetic resins, and the processing process is different from that of traditional wood. In particular, the development of man-made panels such as MDF, plywood, particleboard and laminate flooring has accelerated the demand for superhard tools, which has gradually replaced the position of traditional woodworking tools in the market. Among them, Al2O3, which is the outermost layer of laminate flooring, has a great influence on the wear of cemented carbide tools. PCD tools can effectively solve this problem.
The electronics industry
General cutter in the printing plate cutting edge, shearing, affecting the installation and positioning of various electrical components, and the entire printing plate is not beautiful.
Carbide cutting tools have short life, slow processing speed, low efficiency and poor machining accuracy when processing electrical printing plates.
The multi-blade electric printing plate knife made of PCD material is not easy to wear, and the processing speed is as high as 1500-2000m/s, so the processing efficiency is high and the processing cost is low, which has been widely used.
Petroleum geological drilling industry
The polycrystalline diamond bit is made of a sharp, highly wear-resistant, self-sharpening polycrystalline diamond cutting block as the cutting element, so that a high footage (4-6 times of the rotary bit) and a high drilling rate (more than 2 times higher than the rotary bit) can be obtained under low bit pressure (around 40kN).
It has higher safety than the roller bit and can greatly improve the efficiency of drilling and reduce the cost of drilling.
PCD bits have outstanding advantages in large-section soft to medium-hard formations, especially in high-cost offshore drilling and ultra-deep and slim hole drilling.
Wire mould
Drawing die is a kind of very important die for all kinds of metal wire manufacturers (such as cable factory, steel wire factory, welding rod wire factory, etc.).
The application scope of drawing die is very wide, mainly used for drawing bar material, wire material, wire material, pipe and so on straight line difficult processing object, suitable for steel, copper, tungsten, equal metal and alloy material drawing processing.
When drawing copper wire of the same diameter, the service life of polycrystalline diamond die is 300-500 times of that of cemented carbide die, 80-100 times of that of nickel die, and 50-80 times of that of cemented carbide die when drawing molybdenum wire, while 20-60 times of that of polycrystalline diamond die when drawing carbon steel.
In addition to wire and cable wire-drawing molds commonly used, polycrystalline diamond wire molds include enameled wire molds for motors, electrical appliances, transformers, and precision inner lead molds for integrated circuits.
Glass cutting
As a kind of glass cutting tool with excellent performance, the cutter wheel made of polycrystalline diamond is mainly used for high precision and high quality cutting of liquid crystal glass in the electronic industry. Meanwhile, it can be used for cutting glass used in construction and automobile. It is an ideal substitute for ordinary glass cutter and cemented carbide glass cutter wheel.
Both mandrel and cutter wheel are polycrystalline diamond materials, which have the advantages of high machining accuracy, wear resistance, good consistency, and exceptional service life.
Gem processing
Application of polycrystalline diamond in this field, compared with the traditional electroplated diamond grinding wheel, the most prominent advantage is long tool life, electroplated diamond tools diamond layer in many cases, work is a single layer, when grinding the high hardness of jade, will soon be wear and tear and loss of working ability, and polycrystalline diamond is completely overcome this weakness, greatly improving the processing efficiency.
Gem processing is a new application field of polycrystalline diamond cutter in recent years.
The hardness of the new polycrystalline diamond is lower than the polycrystalline diamond used in drilling and other fields.
Other USES
The polycrystalline diamond has achieved good results in high wear resistance, high dimensional accuracy and good contact.
Using polycrystalline diamond instead of natural diamond to produce the ball bearing of semi-automatic grinding wheel frame, the service life is 2500h, and the effect is much better than traditional materials.
The polycrystalline diamond dressing pen can be used to dress almost all grinding wheels, including the cubic boron nitride wheel.
Development requirements and trends
(1) specifications and sizes are getting larger and larger.
(2) grain refinement, quality optimization and performance homogenization.
In the early days, polycrystalline diamond products generally used the diamond powder around 50um, but now they have been developed to use 2um or even less than 0.5um, so that polycrystalline diamond tools and drawing die are no longer inferior to single crystal diamond in processing precision.
(3) the wear ratio is getting higher and higher. The wear resistance of polycrystalline diamond is a market index to measure its quality level. As a new type of super-hard material product, after years of research and production, its quality level is continuously improved, and the wear ratio is also getting higher and higher.
(4) shape structure diversification, the past polycrystalline diamond products are generally flake and cylindrical, due to the large size and the processing technology, such as edm, laser cutting processing technology, two Angle, chevron, gable sphere, surface as well as other various special-shaped bad is expected to increase, in order to adapt to the needs of special cutting tools, also appeared a package type, sandwich and rolls of polycrystalline diamond products.
Contact Supplier

You May Like
New Products














Popular Searches
Recommended Products
Find Similar Products By Category







 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln