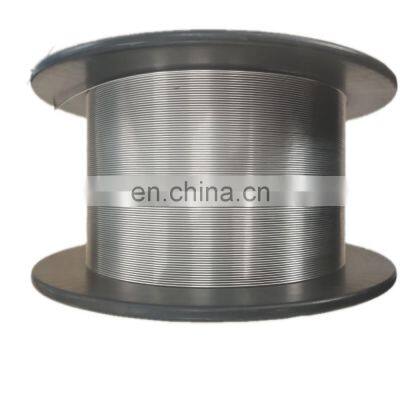
0.8 mm~5.0 mm ERLI MG308 stainless steel MIG solid welding wire S308 ER308 ISO SS308
Negotiable
Min.Order:1
Sino Erli Industrial And Trading Co., Ltd.

1.6~5.0 mm ERLI TG50HR TIG Carbon steel and low alloy steel solid welding wire ER70S-6 ER50-6

1.6 mm~5.0 mm Sino-Erli MG316LT MIG Stainless steel solid welding wire S316L ER316L
1.6 mm~5.0 mm Sino-Erli TGF308L TIG Stainless steel Argon arc welding wire S308L ER308L

0.8~2.0 mm SINO ERLI MG50-6A mig Co2(C1 M21) solid alloy welding wire ER70S-6 ER50-6 YGW12

2 mm~5 mm Sino Erli J421X for Carbon steel and galvanized steel sheet welding electrode E4313 /E6013

0.8 mm~3.2 mm Sino Erli TG309 TIG stainless steel solid welding wire ER309 S309
Product Details
The main component of the welding wire is 18Cr-8Ni, which is the most widely used austenitic stainless steel MIG welding material and can be welded in all positions. The wire feeding is smooth, the arc is stable, the shape is beautiful, and the splash is less. The deposited metal contains a proper amount of ferrite, which has good crack resistance and excellent corrosion resistance.
Used in petrochemical, pressure vessels, food machinery, medical equipment, fertilizer equipment, textile machinery, nuclear reactors, etc., such as 12Cr18Ni9 (SUS 302), 06Cr19Ni10 (SUS 304) and other materials welding.
| Item | C | Mn | Si | Cr | Ni | Mo | P | S | Cu |
| Guarantee value | ≤0.08 | 1.00~ 2.50 |
0.30~ 0.65 |
19.50~ 22.00 |
9.00~ 11.00 |
≤0.75 | ≤0.030 | ≤0.030 | ≤0.75 |
| Typical value | 0.040 | 1.80 | 0.31 | 20.15 | 9.52 | 0.036 | 0.013 | 0.008 | 0.34 |
Attention:
1. Shielding gas: pay attention to the purity of the shielding gas, the recommended mixture ratio is Ar+1~3%O2.
2. Gas flow: 20~25L/min.
3. Extension elongation: 15~25mm.
4. Remove the rust, moisture, oil, dust, etc. from the welding part.
5. When welding outdoors, wind-proof measures should be taken when the wind speed is greater than 1.5m/s, and appropriate wind-proof measures must be taken to prevent air holes forming.
The above suggestions are for reference only, and the actual conditions on site shall prevail in specific operations. If necessary, perform process qualification first and then determine the welding plan.

You May Like
New Products
Popular Searches
Recommended Products
Find Similar Products By Category













 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln