Vertical conveying link chain bucket elevator
Negotiable /Set
Min.Order:1 Set
Quick Details View All >
Product Details
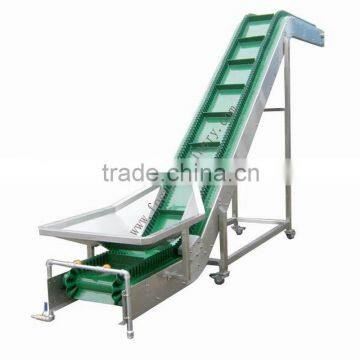
FM-3B3 Conveyor Application: Bucket Elevators are very well suited for a broad range of free flowing products in the food, agriculture, pharmaceutical, cosmetic, chemical industry, .such as snack foods, frozen foods, vegetales, fruits, confectionary. Chemicals and other granules.
1. The buckets are made of a food grade reinforced polypropylene, molded in one piece and can handle temperatures from -10 to 120 degrees Fahrenheit.
2. The bucket elevators allow for controlled feeds at one or more locations and can easily interface with various types of feeding devices
3. All parts have easy to remove inspection covers and a conveniently located inspection window. The buckets have a quick release mechanism to facilitate fast installation or removal of buckets. All elevators are equipped with an automatic chain tensioning device and built-in overload protection.
4. The geared reducer motor drived the machine have a stable performance prolong the machine life and easy to maintenance.
5. Optional parts:
Stainless steel and carbon steel.
Discharge options:
1. Over the end discharge
2. Single or multiple discharges
3. anywhere in circuit available
Technical details:
Machine Model | Packing machine system for the solid |
Bucket Volume | 1.8L |
Machine frame | Fully stainless steel #304 |
Production capacity | 4-6.5m3/H |
Outlet height | 3296mm |
Infeed length | 863mm |
Machine Packed Dimension | 2050mm(L)*1350mm(W)*980mm(H) |
Voltage | AC 220V Single phase or AC 380V ,3 Phase.50Hz; |
Power | 0.75KW |

Contact Supplier
You May Like
New Products













Popular Searches
Recommended Products
Find Similar Products By Category







 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln