Api 5l,apt5ct,astm A106,hg20592-97,astm A106 Stainless Steel Reducing Pipe
Negotiable /Piece
Min.Order:1 Piece
Quick Details View All >
Hebei Zexu Pipeline Manufacturing Co., Ltd.
Product Details
Application
1. When the flow rate of fluid in the pipeline changes, such as increasing or decreasing, and the flow rate requirement does not change much, it is necessary to use different diameter pipe.
2. In order to prevent cavitation at the inlet of the pump, it is necessary to use different diameter pipe.
3. In order to cooperate with instruments such as flowmeters and control valves, different diameter pipes are also needed.
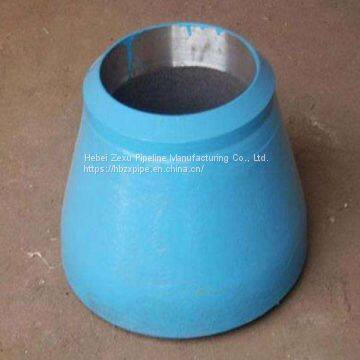
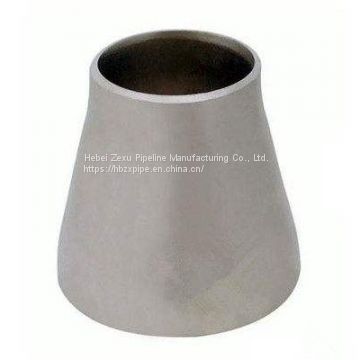
Reducer, is one of the chemical pipe fittings, used for connection of two different pipe diameters. They are also divided into concentric and eccentric heads.
Product standard
1. Standards of different diameter pipes stipulated in GB/T 13401-2005 of National Standard, U.S. Standard, British Standard and various non-standard high pressure stamping "Steel Butt Welded Pipe Fittings"
2. The quality of pipe with different diameters should conform to the current national standard "Steel butt welded seamless pipe fittings" GB/T 12459-2005
3. Ministry of Electricity Standard GD0506~0507
4. National Standards (GB/T9112-2000)
5. Ministry of Machinery Standards (JB81-59, JB/T74-94)
6. Ministry of Petrochemical Standards (SH3406-96)
7. Ministry of Chemical Industry Standards (HG5010-58, HG20592-97).
8. American Standard ASTM A106/A53 GRB, API 5L, APT5CT, ASTM A105, ASTM A234, ASTM A106, DIN German Standard and Customer Requirement Standard.
Making method
The roundness of the pipe should not be greater than 1% of the corresponding end diameter, and the allowable deviation should be (+3 mm). The material of different diameter pipe is SY/T5037, GB/T9711, GB/T8163, ASTM A106/A53 GRB, API 5L, APT5CT, ASTM A105, ASTM A234, ASTM A106, DIN German standard and customer requirement standard.
Variable-diameter pipe is a kind of pipe fittings used in the variable-diameter pipe. Usually, the forming process is shrinkage pressing, expanding pressing or shrinkage and expanding pressing. Stamping forming can also be used for some specifications of different diameter tubes.
1. Reduction/Expansion Forming
The shrinkage forming process of different diameter tube is to put the tube blank with the same diameter as the big end of the tube into the forming die, and by pressing along the axial direction of the tube blank, the metal moves along the die cavity and shrinks to form. According to the size of diameter change of different diameter pipe, it can be divided into one pressing forming or multiple pressing forming. The following figure is a diaphragm of concentric pipe with different diameters.
Diameter enlargement is formed by using a blank smaller than the diameter of the large end of the pipe with an internal punching die along the inner diameter of the tube blank. The expanding process mainly solves the problem that it is not easy for the large diameter pipe to be formed by shrinking. Sometimes, according to the need of material and product forming, the methods of expanding and shrinking are combined.
In the process of reducing or expanding deformation and pressing, cold or hot pressing is adopted according to different materials and changing sizes. Usually, cold pressing should be used as far as possible, but hot pressing should be used for severe work hardening caused by multiple diameter changes, thick wall or alloy steel materials.
2. Stamping
In addition to using steel pipe as raw material to produce different-diameter pipe, some specifications of different-diameter pipe can also be produced by stamping process of steel plate. The die used for drawing is designed according to the dimension of inner surface of different diameter pipe, and the steel plate after cutting is stamped and stretched by the die.

Contact Supplier

You May Like
New Products















Popular Searches
Recommended Products
Find Similar Products By Category






 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln