Specifications
We can make and design will kinds of EPS sandwich panel line according to customer's request,and has passed CE,ISO certificate.
Brief Introduction
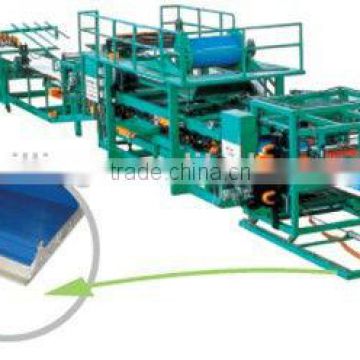
WLFM laminator for corrugated sandwich panel is a integrated production line consisting of a roll forming machine and a sandwich panel laminating system. The roll forming machine and the laminating system can be operated separately. The roll forming machine is consists of uncoiler, main body. The laminating system is consists of feeding, glue, heating, laminating and post-cutting.
The whole machine is under control of PLC.
The line can produce single corrugated sheet, and can also laminate the sandwich panel with EPS. The suitable material is colored galvanized steel sheet with thickness 0.4-0.6mm,the inserted material is EPS.
Components and Functions2.1 Standard Decoilers For use with 1260±5 mm wide steel coil sheet up to 5 tons in weight. The coil holder is supplied with two supporting wood and expanding mandrels.
The Max. outer diameter is 1260mm,the inner diameter is 500mm or 600mm.
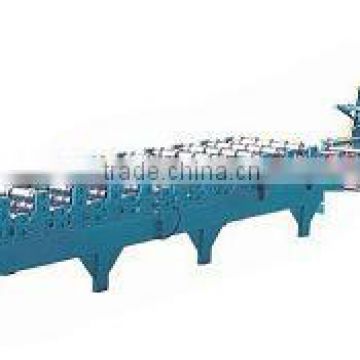
2.2 Roll Forming system
This system is equipped with decoiler and controller, these make it possible to produce the single corrugated sheet.
2.3 Post-cutting Equipment ( for cutting the coil sheet )When the sheet meet the set length, it will cut automatically, the hydraulic station provide the power. The tolerance is ±5mm when the length more than 3000mm.
2.4 Hydraulic Station To supply the power for cutting, it is off work when the cutting stop
2.5 Consecutive Laminating Body ( one for upper coil, other for lower coil)Consists of guiding, laminating, glue providing, glue scraping, heating, auto cutting and controlling.
2.6 Coil Guiding equipmentWhen the coil sheet come the laminator, the guiding system ensures the sheet to the correct position.
2.7 Pre-heating systemBefore glue scraping, the coil sheet will be heated in this system.
2.8 Guiding roller coreWhen the EPS fed to the machine, the guiding roller will guide the EPS to the laminating cabinet, the roller core will go the cabinet too. This makes the EPS closer to the top and lower coil sheet, thus make the finished panel more solid.
2.9 Glue Providing There are 4 drum stand, with proportion at 60:40 ( the glue is provided by the buyer, and the quality shall be meet the speed at 3-4 meters per minute). The glue will scraping at 4 directions, this guarantees the glue can be supplied at different speed.
This part is operated separately.
2.10 Glue Filling PadThe pad is in to-and-fro movement, there are air cushions on the concrete pad.
2.11 HeaterTo open the heating pipe or not and how many pipes to open, is depend on the temperature and the solidify time of glue. The heater is to heat the top and lower coil sheet at appropriate temperature in laminating
2.12 Cutting system ( for laminating use )In production, when the sandwich panel meet the set length, the system will cut the panel with milling cutter. (also equipped with another set of straight cutter)
2.13 PLC Control System Main components imported from Mitsubishi. All language in English.
2.14 Supporting TableThe finished panel will come out to the table.
2.15 Safety GuardAll the chains and sprockets are covered with a guard. this will prevent the workers from injured
2.16 Groove-making equipment for EPSTo make the grooves of the EPS, make it possible for the buyer to produce the rabbet joint sandwich panel.
2.17 Edge cutting equipmentTo amend the edge of the EPS after the panels are laminated.
Technical Specification3.1 Physical MeasurementWhole line dimension:45 * 3.6 * 3.3M
Whole line weight:25000kgs
Roll forming part length:10M
Roll stands of roll forming part:19 stands
Laminating part dimension:12.8M
Laminating part weight:1700kgs
Active roller of laminating part :9 stands
3.2 Working ConditionsElectrical:Voltage:380 Volts AC. 3 Phase
Frequency:60 Hz (if you have your own request, we can revise free of charge)
Current:130A
Power:about 45kw
Compressed AirPressure:550 to 700 kpa
Solidify:1.2 m3 /min
Temperature:around 25
EPS Density ≥16kg/ m3
Straightness for all side ≤1mm/m
The surface of the EPS shall be even,
Unevenness of the surface shall less than 1.5mm/m
3.3 Design RequirementsPanel and Profile:See attachment.
Top Coil:0.5-0.6mm , 235Mpa
Lower Coil:0.5-0.6mm, 235Mpa
Laminating Speed:at 1-3m/min. Variable through potentiometer during production.
Working Flow
Load the coil sheet ( put the coil sheet to the decoiler which is on its stand)→Guiding ( the coil sheet is guide to the first roller through the guiding equipment)→Forming→Post cutting( under control of PLC, adopt encoder to meet the set length, automatic cutting)→panels come out→( above steps calls step )→→glue adding (paint glue to the surface of coil sheet evenly)→feed top coil sheet→folding→glue adding→feed EPS panel→add glue to EPS panel→upper and lower roller of the laminator tighten and roll→heating→groove making→post cutting (under control of PLC, adopt encoder to meet the set length, automatic cutting)→sandwich panel come to the supporting table


















 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln