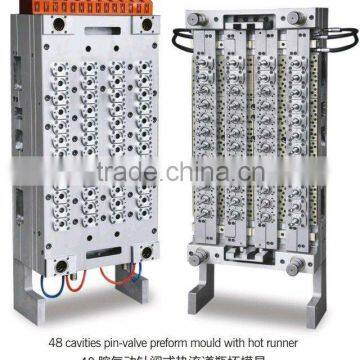
48 cavities pin-valve preform mold with hot runner
USD $20,000 - $40,000 /Set
Min.Order:1 Set
Quick Details View All >
Taizhou Huangyan Juneng Machine And Mould Co., Ltd.
Product Details
l Brief Introduction:
² Keep 500°C about 36 hours in vacuum station to eliminate the stress, make sure the molding board steady after long time use.
² Slipper block use HUSKY type, with material of steel P20, which is highly anticorrosion, all the move parts used advanced ion nitrating treatment, the surface hardness is HRC48-52.
l Spare Parts (screw, coin and cavity):
All uses material steel 2316, with high anticorrosion and hardness is HRC46-48.
l Hot Runner: use SKH61 temperature resistance material, with hardness HRC≥ 46
² The hot nozzle use Italy ROTFIL or German HOTSET heating coil to make sure the quality.
² Plastic injection opening use high hardness QBE2 Beryllium copper, with good conduct heat, anti wear and steady.
² Plastic injection opening heat insulation cap use American Dupont.
² Piston and cylinder use import wear ring, the piston use material 2136, the sealing element used import sealing element, with material of poly four vinyl chloride.

Specification
| cavity number | Height(mm) | Width(mm) | Thickness(mm) | Weight(KG) |
| 48(4*12) | 1120 | 635 | 580 | 2730 |
Note: 1. As per neck diameter(mm):30/25
2. Thickness and weight of the moulds are based on the preforms. The above data based on 20g preform.
3. The above data is subject to continual update, is any change, no other notification.
HOT RUNNER SYSTEM
lThe hot runner adopts the PID controlling system. It has the function of the self repair and self protection. Which can prolong life of the heating element. The temperature difference under controlling within 1°C difference. It will make sure that raw material can not be burnt insider of the hot runner. The wastage will be kept less than 1% the new sprayer design make the mould are easy for maintaining, the ejected part of the sprayer, the heating part, the heat insulation part, thermocouple part can be changed without disassembling the mould which can save a lot of the time and save the maintaining cost.
PET PREFORM MOULD PARTS
l Cores: stainless steel with titanium-nitrate core surface finish
l Locking rings: with air-assisted preform ejection.
l Neck rings: stainless steel, water cooled
l Cavities: highly polished and chromed surfaces
l Gate inserts: stainless steel with highly polished surfaces
THE EMBRYO SHOW
Explosive View
HOT RUNNER controlling system for PET preform mould
The PET preform and the end products show
the material of the oyster white preform and bottle is BOPP.
Contact Supplier

You May Like
New Products


















Popular Searches
Recommended Products
Find Similar Products By Category





 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln