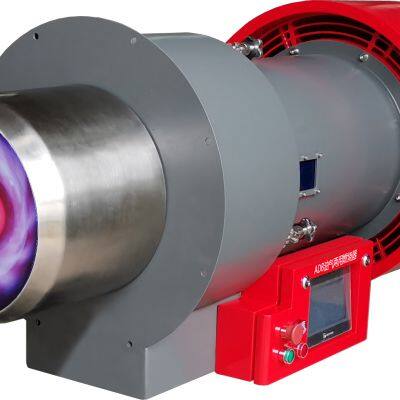
Asphalt Plant Waste Oil /Gas Dual Fuel Burner
Negotiable /Set
Min.Order:1 Set
Quick Details View All >
Quanzhou Farr Machinery Technology Co., Ltd
Product Details
Our company is the asphalt mixing plant burner professional research and development, production, sales, service one of the technology-oriented enterprises
Performance characteristics of the burner
Farr burners are designed with CFD combustion simulation technology, which uses the powerful computing function of the computer combined with computational fluid dynamics to simulate the operation of the burner and the furnace body (including the temperature field, flow field, flame shape, combustion products, aggregate temperature, etc.). At the same time, the effect of fuel and air distribution on complete combustion can be simulated in a virtual environment according to the actual drum geometry.

Burner product performance parameter table
1, the burner adopts the axial flow fan integrated layout, convenient installation.
2, the combustion head of the burner is made of high temperature resistant stainless steel material, and the unique combustion head structure design realizes the hierarchical combustion of air and gas (fuel); The high-speed gas flow forms a local flue gas circulation at the outlet of the flame tube, reduces the flame temperature, greatly reduces the emission of NOX, and realizes efficient combustion.
3, the burner has an automatic monitoring system for fuel flow or gas flow, which can monitor the flow change in real time, and the frequency of the combustion fan is adjusted to achieve the wind-oil ratio can be automatically matched and followed under any working condition, without manual modification of the ratio parameter. This function can greatly reduce the user's fuel consumption and gas consumption, without flow monitoring, can not really achieve energy saving.
4, unique oil pump wear warning function, can be in the case of wear or corrosion of the oil pump, performance decline, automatically determine whether the performance of the oil pump has a surplus, if the surplus is insufficient in advance alarm prompts the need to replace the pump, reserve about 7-10 days to prepare the oil pump, so as not to affect the construction period.
5, the unique fuel atomization pressure regulation technology can ensure that the best combustion requirements are met under various working conditions from small fire to large fire, to meet the 1:5 super adjustment range, to achieve accurate combustion and avoid waste of fuel.
6. Burner control system includes: Gas valve group seal automatic detection, before (after) purging, automatic ignition and program start and stop, flaring protection, low pressure protection, safety interlock protection and combustion, load regulation, automatic fuel monitoring, fuel pump wear warning, electric heater automatic temperature control, aggregate automatic temperature control, low atomization pressure, high fuel temperature, low fuel temperature, oil pump overpressure protection, low fan current
7, the main control components of the burner are used in the industry of international well-known brands to ensure the safe and efficient operation of the burner.
8, ADB burner (DP version) adopts the two-level UNIWO air valve imported from the UK in line with safety specifications, with low failure rate, long life and good sealing. Equipped with original SIEMENS gas regulating valve, adjustment accuracy up to 0.2%, reduce gas consumption, no need to support the gas filter (easy to clog, resulting in high failure rate of the valve group).
9, ADB burner built-in digital electronic proportional adjustment system and parameter screen display, to achieve human-machine dialogue.
Burner installation precautions
For the installation of the combustion system, the following aspects should be paid attention to:
1. Installation of burner body. According to the actual situation of the site, combined with the overall size of the burner, determine the direction arrangement of the drum, gas pipeline and air duct (split machine). The interface flange of the burner and the roller needs to be made by the customer on site.
2. Installation of valve group. The gas valve group of the AGB gas burner does not have the function of pressure regulation and pressure regulation, so the user needs to do a good job of pressure regulation and pressure reduction at the front end of the gas supply, and the valve group does not have a filter, so the front end pipeline should be fully purged before the use of the new pipeline to avoid a lot of debris into the valve group.
3. Installation of control cabinet. In strict accordance with the construction of the circuit diagram, the control cabinet is equipped with a remote connection module. When the system is not working normally, or when a remote engineer is needed to assist in debugging or fault diagnosis, the Internet can be connected through the mobile phone WIFI sharing, and the remote engineer can connect to diagnose the fault, which can greatly shorten the time of sending personnel to solve the on-site fault.
4. Installation of fuel pump group. The fuel pump group should be set within 3 meters of the tank outlet (too long a distance may lead to oil supply failure), and the diameter of the pipe before the pump group should be DN50, and the diameter should be changed to DN40 before the pump group. All the return pipelines are DN25, which can be directly returned to the upper liquid level of the oil tank. No other valve can be set on the return pipeline to prevent overpressure burst caused by misoperation of the valve.
About US
Quanzhou Faer Machinery Technology Co., Ltd. engaged in boiler, kiln, construction machinery combustion industry for nearly 30 years, asphalt mixing and dry powder combustion equipment supporting up to 17 years, is a technology is good at science and technology enterprises.
The company with Europe has the world's leading combustion technology platform developed low nitrogen, intelligent burner, because of its excellent quality, perfect after-sales service system, attracted a large number of stable customer base.
In order to better serve the market, the company and a number of domestic dealers together to form a stable sales, commissioning, maintenance and spare parts service network, more convenient, fast, improve product services.
In response to the Chinese government's call for energy conservation and emission reduction, the company has developed new AGB (gas), AOB (fuel), ADB (oil and gas dual use) series of low NOx burners, which have served a number of sets of asphalt mixing equipment.
AGB, AOB, ADB burner using the world's advanced combustion technology, with reference to EN676 and relevant standards at home and abroad designed and manufactured new electromechanical integration automatic burner, widely used in steam boilers, hot water boilers, thermal oil furnace, cement kiln, asphalt mixing station, air heating furnace and other industrial kilns. The use of fractional combustion and fuel reburning technology prevents high oxidation in the flame, thus reducing the emission of pollutants.
The burner is made of Siemens PLC and fully digital adaptive synchronous proportional regulation system to ensure that the burner maintains a high level of combustion efficiency and adjustment accuracy, thereby reducing fuel consumption and saving user operating costs.
In 2018, FARr burners obtained the authorization certificate of the British FARRBURNER brand, successively passed the relevant certifications of European and Russian burners, obtained the European CE and Russian EAC certificates, and obtained the national high-tech enterprise.
Farr burners directly and indirectly exported to Russia, Europe, Africa, Southeast Asia and other regions, is a good reputation.
Contact Supplier

Find Similar Products By Category






 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln