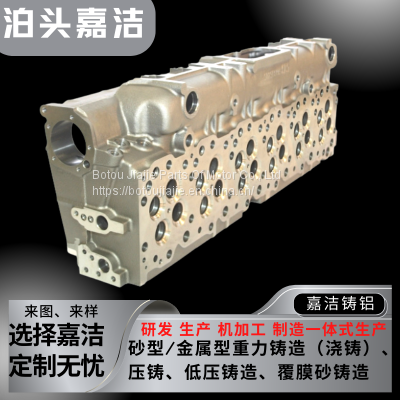
Metal Mould Gravity Casting Aluminum Parts
USD $5 - $6 /Kilogram
Min.Order:10 Kilograms
Quick Details View All >
Botou Jiajie Parts Of Motor Co., Ltd
Product Details
Gravity Die Casting is a permanent mould casting process, where the molten metal is poured from a vessel or ladle into the mould. The mould cavity fills with no force other than gravity, filling can be controlled by tilting the die. Undercuts, and cavities can be incorporated into the component form with the use of sand cores. This process gives a better surface finish than sand casting as well as better mechanical properties, both due to rapid solidification.Additionally, this process has a higher casting rate than aluminium sand casting, however, the metal moulds are a higher cost than sand. Advantages of this process include the possibility of low gas porosity, and fine grain sizes can be achieved.Compared to sand casting, this process requires less finishing and fettling and gravity die casting tends to produce a higher quality product. The Gravity die casting production method is generally less cost effective in the manufacture of tooling compared with sand casting.
Gravity Die Casting ProcessIt involves four steps:The die is heated and then sprayed with a refractory coating, and closed. The coating both helps control the temperature of the die during manufacture and it also assists in the removal of the casting.Molten metal is then manually poured into the die, (although in some cases a machine can be used) and allowed to solidify.The die is then opened and the cast parts either removed by hand or in some cases ejector pins are used on the mechanised machines.Finally, the scrap, which includes the gate, runners, sprues and flash, is removed from the casting(s). The castings are then processed to remove sharp edges and excess material, then blast cleaned (if required) prior to despatch to the customer.
ECONOMIC CONSIDERATIONS
Production rates of 5–50/h, but dependent on size.
Lead times can be many weeks.Material utilization moderate to high (10–40 per cent lost in scrap, but can be recycled).
If accuracy and surface finish not an issue, can use sand cores instead of metallic or graphite for greater economy.
Production volumes of 500–1000 may be viable, but suited to higher volume production.
Tooling costs moderate.
Equipment costs moderate.
Labor costs low to moderate.
Finishing costs low to moderate.
Gates need to be removed.
TYPICAL APPLICATIONS
Cylinder headsEngine connecting rodsPistonsGear and die blanksKitchen utensilsGear blanksGear housingsPipe fittingsWheels
Advantages of Die Gravity Casting :
Good dimensional accuracySmoother cast surface finish than sand castingImproved mechanical properties compared to sand castingThinner walls can be cast compared to sand castingReverse draft internal pockets and forms can be cast in using preformed sand core insertsSteel pins and inserts can be cast into the partFaster production times compared to other processes.Once the tooling is proven, the product quality is very repeatable.
Popular Searches
Recommended Products
Find Similar Products By Category






 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln