Rolling mill beam is an important machine for forging machine forming
USD $2150 - $2400 /Ton
Min.Order:5 Tons
Quick Details View All >
Henan Qianjin heavy Industry casting & forging Co., Ltd.
Product Details
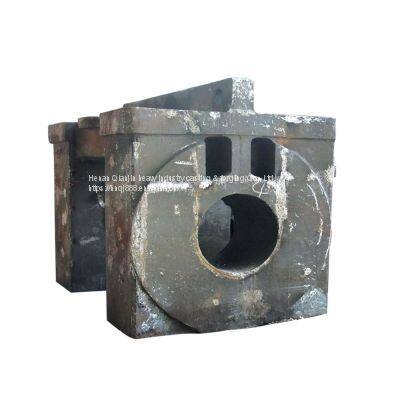
Product introduction
Beam in motion under the output force of the plunger of the hydraulic cylinder and the reaction force of the cutting block compression workpiece, is the main force component of the forging press and ceramic machine, at the same time, the stiffness of the beam will directly affect the forming accuracy of the forging press. Therefore, in the design of ceramic machine, how to achieve the stiffness and strength of the movable beam to meet the design requirements, has become the key technology of large forging press design.
Highlight the advantages of
1, qianjin cast steel adopts high strength material, professional heat treatment technology and sodium silicate sand casting process, on the one hand, to ensure the wear resistance of ceramic press column; On the other hand, the weight of a single piece is reduced, so as to effectively reduce the weight of the whole ceramic press and improve the dimensional accuracy of the workpiece.
2, Qianjin cast steel has professional casting equipment and a strong technical team, has provided many customers with a series of large cast steel parts processing services from ceramic press active beam simulation, modeling, casting, heat treatment, grinding, flaw detection, won the recognition and trust of customers, the market response is good.
3, the forward cast steel upper beam adopts the overall box structure design, which greatly improves the strength and dimensional accuracy of the beam, thus improving the performance, accuracy and productivity of the ceramic press; Using pit shape, not affected by seasonal changes, has a certain flexibility, can ensure the stability of ceramic press beam production.
4. Huazu CAE software is used to make a report analysis on the assumption of "instant mold filling, uniform initial temperature", simulate the gradual solidification process, and conduct auxiliary design and optimization of the process, so as to prevent the purpose of casting defects such as shrinkage porosity, shrinkage cavity and crack, and meet the requirements of flaw detection.

Contact Supplier

You May Like
New Products














Popular Searches
Recommended Products
Find Similar Products By Category









 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln