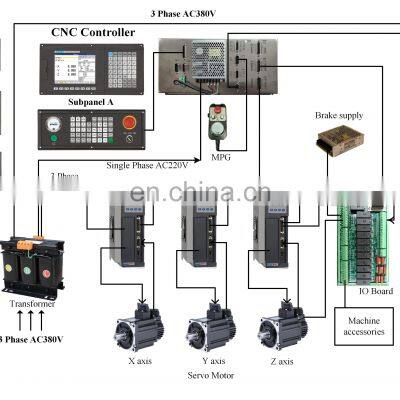
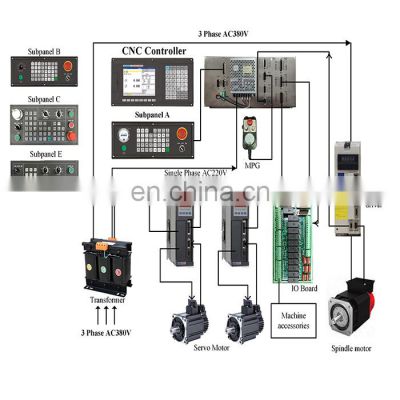
cheap good quality similar as syntec CNC controller 3 axis CNC milling&boring center
Negotiable
Min.Order:1
Chengdu Newker CNC-Technology Co., Ltd.

NEWKer CNC 4 axis router controller for lathe similar gsk cnc controller
China NEWKer NEW1000TDCa CNC router kit 4 axis lathe controller for cnc wood engraving machine


Low Cost mini metal cnc milling machine adtech 3 axis keyboard cnc controller


3 axis cnc servo milling controller for numerical control drilling machine numerical control system
Product Details

Parameter detailssyntech cnc controllersyntech cnc controllersyntech cnc controllersyntech cnc controllersyntech cnc controllersyntech cnc controllersyntech cnc controllersyntech cnc controllercheap good quality similar as syntec CNC controller 3 axis CNC milling&boring centercheap good quality similar as syntec CNC controller 3 axis CNC milling&boring centercheap good quality similar as syntec CNC controller 3 axis CNC milling&boring centercheap good quality similar as syntec CNC controller 3 axis CNC milling&boring centercheap good quality similar as syntec CNC controller 3 axis CNC milling&boring centercheap good quality similar as syntec CNC controller 3 axis CNC milling&boring centercheap good quality similar as syntec CNC controller 3 axis CNC milling&boring center | ||||||
System Function | G code shows | |||||
Number of control axis | 3~8(X,Y,Z,A,B,C,Xs,Ys) | Locate rapidly: | G00 | |||
The smallest programming: | 0.001mm | Straight line interpolation | G01 | |||
The most programming: | ±99999.999mm | Arc interpolation: | G02/03 | |||
The highest speed: | 60m/min | Thread cut: | G32 | |||
Feed speed: | 0.001~30m/min | Cycle of cutting cyliner or cone: | G90 | |||
Continuous manual: | one axis or multiple axis at the same time | Cycle of cutting end face: | G94 | |||
Line interpolation: | Straight line, arc, screw thread interpolation | cycle of cutting thread | G92 | |||
Cutter compensation: | Length of the compansation、radius nose of tool compensation | Fixed cycle of tapping | G93 | |||
Cutter compensation input: | Try to cut measuring input mode | Cycle of rough cut in excircle | G71 | |||
Spindle function: | gear、Double analog control、Rigid tapping | Cycle of rough cut at end face: | G72 | |||
Handwheel function: | panel、handheld | Cycle of closed cut | G73 | |||
handwheel processing: | The handwheel processing function | Cycle of drill deep hole at end face | G74 | |||
Screen protection: | The screen protection function | Cycle of cutting groove with external diameter | G75 | |||
Tool rest function: | Row tool rest、Electric too post 99 knife | Cycle of cutting compound thread | G76 | |||
Communication function: | RS232、USB interface | Cycle of program | G22,G800 | |||
Compensation function: | Tool compansation、Space compensation、Screw pitch compensation、Radius compensation | Local coordinate system: | G52 | |||
Edit program: | Metric/Imperial、Straight thread、taper thread and so on | Detect the instruction of skip | G31,G311 | |||
Limit position function | soft limit, hard limit | Pole coordinate | G15,G16 | |||
thread function | metric and inch format, straight thread, taper thread and so on | Metrical/Imperial programme: | G20,G21 | |||
Preread function: | Preread 10,000 short straight lines | Set coordinate, offset | G184,G185 | |||
Password protection: | Multilevel password protection | Workpiece coordinate system: | G54~G59 | |||
Input/output: | I/O 56*24 | Tool radius C | G40,G41,G42 | |||
PLC programme: | All open PLC design | Accurate locating/continuous path process: | G60/G64 | |||
Acceleration and deceleration control: | Straight line、Index | Constant linear cutting: | G96/G97 | |||
Number of encoder: | any setting | Feeding mode: | G98,G99 | |||
User macro program: | Have | Backing to start point of program: | G26 | |||
Electrical gear function: | Have | Backing to the fixed point: | G25,G61,G60 | |||
Subpanel | A type with handwheel; B type with band switch; C type with both A and B, E type | Backing to the datum point: | G28 | |||
Application: | VMC, grinding, special machine | Suspend: | G04 | |||
Macro Program: | G65,G66,G67 | |||||
Auxiliary function: | S、M、T | |||||
You May Like
New Products

Popular Searches
Recommended Products
Find Similar Products By Category











 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln