Analysis of materials, geometric angles and coatings for graphite cutting tools
USD $1 - $100 /Piece
Min.Order:1 Piece
Quick Details View All >
More SuperHard Products Co., Ltd
Product Details
Tool wear is the most important problem in graphite electrode machining. The wear quantity not only affects the tool wear cost, machining time, machining quality, but also affects the surface quality of the workpiece material processed by electrode EDM. It is an important parameter for optimizing high-speed machining. The main tool wear area of graphite electrode material processing is the front surface and the back surface. On the front cutter face, the impact contact between the tool and the broken cutting zone produces impact abrasive wear, and the sliding friction and wear along the tool surface is dominant.
The tool material is the fundamental factor that determines the cutting performance of the tool, which has a great influence on the machining efficiency, machining quality, machining cost and tool durability. The harder the tool material, the better its wear resistance, the higher the hardness, the lower the impact toughness, the more brittle the material. Hardness and toughness are contradictory, and it is also a key problem to be solved in cutting tool materials. For graphite cutting tools, ordinary Tiain coating can be appropriately selected in the material toughness is relatively good, that is, the cobalt content is slightly higher; For diamond coated graphite cutting tools, the appropriate choice of material hardness is relatively high, that is, the content of cobalt is low.
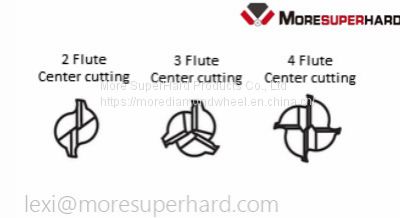
Tool geometry Angle

Graphite special tool to choose the right geometric Angle, help to reduce the vibration of the tool, in turn, graphite workpiece is not easy to collapse.
Anterior horn
When the graphite are processed using the negative rake Angle, cutting tool edge strength, good resistance to impact and friction performance, with the decrease of the absolute value of negative rake Angle, the blade wear area changed little, but overall showed a trend of decrease, with positive rake Angle processing, along with the rising of the rake Angle, cutting tool edge strength is weakened, cause after the blade surface wear. When negative rake Angle is used, the cutting resistance is large and the cutting vibration is increased. When large positive rake Angle is used, the tool wear is serious and the cutting vibration is large.
After the Angle
If the rake Angle increases, the cutting edge strength decreases and the wear area of the rake face increases gradually. When the tool Angle is too large, the cutting vibration is strengthened.
Spiral Angle
When the helix Angle is small, the blade length of graphite workpiece cut on the same cutting edge is longer, the cutting resistance is larger, and the cutting force borne by the tool is larger, so the tool wear, milling force and cutting vibration are larger. When the helix Angle is large, the direction of milling force from the workpiece surface is large, the cutting impact of graphite material due to fragmentation caused by the aggravation of wear, milling force and cutting vibration is the front Angle, back Angle and helix Angle produced, so we must pay more attention to the selection.
Diamond coated cutting tools have the advantages of high hardness, good wear resistance and low friction coefficient.
At the present stage, diamond coating is the best choice of graphite machining tools, but also the most can reflect the superior performance of graphite tools. The advantages of diamond coated cemented carbide tools are that they combine the hardness of natural diamond with the strength and fracture toughness of cemented carbide. However, at present in China, the diamond coating technology is still in its infancy, and the cost of investment is also very large, so the diamond coating will not have much development in the near future. However, we can optimize the tool Angle, material selection and improvethe structure of the ordinary coating on the basis of the ordinary tool, to a certain extent, can be applied in graphite processing.
The geometrical Angle of diamond coated tools is essentially different from that of ordinary coatings. Therefore, in the design of diamond coated tools, due to the particularity of graphite processing, the geometrical Angle can be properly enlarged and the chip slot can be enlarged, without reducing the wear resistance of the cutting edge. Although the wear resistance of common Tiain coatings is significantly improved compared with that of uncoated tools, the geometric Angle of graphite coatings should be reduced to increase the wear resistance compared with that of diamond coatings.
You May Like
New Products
















Popular Searches
Recommended Products
Find Similar Products By Category









 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln