Large Diameter Centrifugal Casting Steel Pipe and Tube
USD $1,200 - $2,000 /Ton
Min.Order:25 Tons
Quick Details View All >
Liaocheng Kuncheng Pipe Co., Ltd.
Product Details
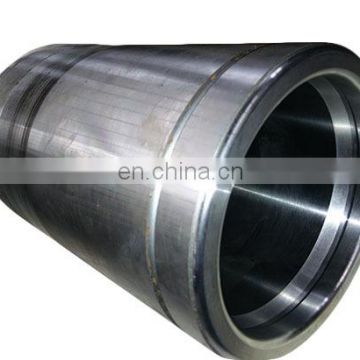
Centrifugal Casting Pipes
In the centrifugal casting process molten metal is poured into a spinning die. The die can be spinning either on a vertical or horizontal axis depending on the configuration of the desired part. Tubular shapes are made with the horizontal centrifugal process.
Petrochemical furnace tubes, reformer tubes and
rollers for different industries.
Heat-, corrosion- and abrasion-resistant materials
are available.
Petrosteel can supply cast tubes from 2 1/8" to 32"
outside diameters. Individual tubes can be cast from
6 to 15' long.

Centrifugal casting process: molten metal is poured into a hollow cylindrical mold spinning about a horizontal or vertical axis at speeds generating more than 100 Gs of centrifugal force. The centrifugal force distributes the molten metal and shapes it into a tubular/cylindrical forms. The high forces involved in this casting method means that the less dense materials including impurities are forced into the center where they can be subsequently removed and gas related defects and shrinkage porosity are reduced thus parts made from centrifugal casting exhibit denser, closer grained structure with improved physical qualities such as tensile strength, yield strength, elongation and uniformity.
1.Ductile iron pipe,
2.Wear-resistant iron tube
3.Corrosion-resistant cast iron pipe
4.Alloy steel sleeve
5.Martensitic stainless steel tube
7.Austenitic stainless steel pipe
8.Duplex stainless steel pipe
9.Nickel-base alloy tube
10.Titanium-based alloys tube
11.Non-ferrous metal pipe
1.There are certain limitations in the production of special shaped castings.
2.The inner diameter is not accurate. The surface of inner hole is relatively rough, the quality is poor and the machining allowance is big.
3.It is easy to produce specific gravity segregation. So it is not suitable for easy to segregate like lead bronze, especially not suitable for the casting of the impurity specific gravity greater than the alloy metal liquid.
Metal filter, pouring temperature, casting speed, slag solidification and coating use, casting off mold, gating system and pouring quantitative are all required to identify and solved in centrifugal casting. They directly affect the casting quality and production efficiency.
Metal filter:
There are more dregs difficult to remove in some alloy liquid. can placed filters at pouring system to remove scum, such as foam ceramic filter, glass fiber filter.
Pouring temperature:
Centrifugal castings are mostly tube, sleeve or ring type, the filling resistance is small, and the centrifugal force can strengthen the metal filling ability, therefore, centrifugal casting pouring temperature can be relatively lower 5 ~ 10 ° C than gravity pouring temperature.
Casting speed:
The casting speed is an important technological factor of the centrifugal casting. The casting speeds while cast forming is vary with different parts and different process.
Low casting speed cause inadequate filling for the vertical casting and like rain phenomenon of liquid metal for horizontal casting. Also it can cause defects like loose textures, slag and uneven inner surface.
Higher casting speed can cause crack, segregation on the parts and expansion box for the sand centrifugal casting. Also it can cause machine vibration, wear, power consumption is too large, etc. So speed selection principle should be on the premise of guarantee the quality of castings, the smallest value is best.
Slag utilization:
To overcome the defects of subcutaneous shrinkage cavity caused by bi-directional solidification of thick wall centrifugal casting the slagging agent can be poured with liquid metal into mold. The slag covers on the inner surface to prevent heat dissipation. It causes directional solidification from inner to outside to eliminate subcutaneous shrinkage cavity. At the same time, the slagging agent can also be refined metal effect.
You May Like
New Products












Popular Searches
Recommended Products
Find Similar Products By Category













 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln