Producing Textured Soy Protein By Twin-Screw Extruder
Negotiable /Set
Min.Order:1 Set
Quick Details View All >
Beijing Xinghua Machinery Co.,Ltd
Product Details
Textured Vegetable Protein - TVP is a vegetable protein that uses low-temperature soybean meal, soy protein isolate, and gluten as the main raw materials. It is made into vegetarian meat through soya bari manufacturing process and has a fibrous vegetable protein similar to muscle fiber texture. Producing Textured Soy Protein By Twin-Screw Extruder

soya chunks formula 1 | soya chunks formula 2 | ||
Soybean meal: 80% | protein isolate: 10% | Soybean meal: 10% | Protein isolate: 80% |
Wheat flour: 5% | Wheat flour: 5% | Wheat flour: 5% | Wheat flour: 5%. |
3. Production process of soya chunks protein
Screening: Soybean meal raw materials are processed through flash evaporation to obtain processed raw materials. Among them, flash evaporation reduces the denaturation of protein in soybean meal and ensures the nutritional value of the protein.
Crushing: The selected processing raw materials are crushed into powder to 70 mesh to 90 mesh by a crusher; in order to ensure the fineness of soybean meal, so that it can have better fusion in the later soya bari manufacturing process and can ensure that the protein content of the soybean meal is not deformed and avoid the loss of the nutritional value of the protein
Mixing auxiliary materials: take protein isolate, wheat flour, gluten powder and mix according to proportion;
Mixing: Pulverize the processed raw materials and auxiliary materials in proportion to the mixer and stir for about half an hour;
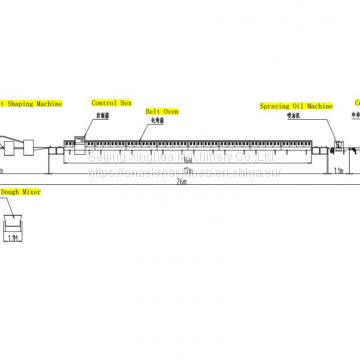
Puffing: The mixture after the mixing step is added to water and then input into theextruders for puffing.
Twin screw extruder have five heating zones, the first heating zone is 30~80℃; the second heating zone is 110~130℃; The third heating zone is 130~150℃; the fourth heating zone is 160~170℃, the fifth heating zone is 170~185℃.
Keep the molding die heated to keep the temperature of the molding die at a constant temperature of 70~80°C. This is to ensure that the surface of the brushed protein is easy to form and does not easily adhere, so as to ensure that after molding The surface of the brushed protein is smooth and can increase the flexibility of the brushed protein, increase its taste and chewy.
Compression molding: The extruded drawing protein is input into the forming die and extruded into a regular shape; this way, the fluffy drawing protein can be extruded to a certain extent, so as to ensure that the gap between the drawing proteins is not too large , Can have more perfect strength and taste
Drying: The formed drawing protein is input into a dryer for drying, the drying temperature is 90~150℃, and the drying rate is 400~650r/min; after drying, the moisture content is less than 13%
Cutting: The formed drawing protein is cut with a knife to form a regular shape;
Packing and store.
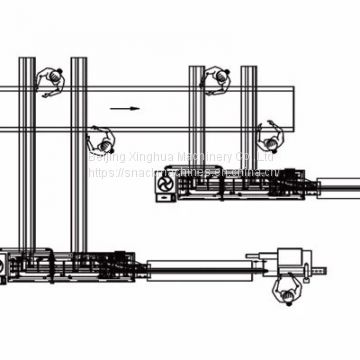
Improvement of twin screw extruder
Screw improvement
The integrated screw is improved into a combined sectional detachable screw. The advantage is that once the screw is damaged, only the damaged part needs to be replaced, which reduces the maintenance cost of the extruder and extends its service life. According to different products can be flexibly combined to meet the needs of various processes and formulations,
Extend material residence time
Tissue protein products require higher temperature and pressure and long material residence time, so we need to relatively extend the length to diameter ratio of the screw. Add choke elements (choke rings, shear locks and gaskets) to the main shaft to extend the residence time of the material.
Screw head improvements
Improved to double-headed spiral. The compression ratio of the screw combined with the double screw head is large, which is more suitable for the expansion characteristics of tissue proteins. The resistance of the material in the double screw head section increases, the pressure in the machine increases accordingly, and the extrusion temperature is increased. The double screw head in the machine mixes and crushes the material better, so that the material is fully heated, pressurized, and the product expands The rate is increased to achieve the desired puffing effect.
The influence of different factors on the shear force of the extruder
Appropriate screw speed, higher temperature, shear force can get a larger value
At moderate material moisture content and higher temperature; higher material moisture content and higher temperature, the shear force can get a higher value
Higher material moisture content and moderate screw speed can obtain larger values of shear force
Contact Supplier

You May Like
New Products


















Popular Searches
Recommended Products
Find Similar Products By Category






 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln