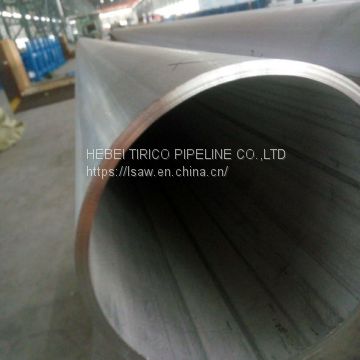
EN10219 S355JR LSAW steel pipe Arc-welding steel pipe
USD $200 - $300 /Piece
Min.Order:1 Piece
Quick Details View All >






Product Details
Plate Ultrasonic Inspection: Each plate is first full-plate ultrasonic inspected after entering the process
b. Plate Edge Milling: The Plate edges are milled by Edge Milling Machine to obtain the required width, parallelism and bevel angles;
c. Plate Edge Crimping:The two edges of the plate are crimped at the Crimping Machine to get the required radius;
d. Forming: The first half of the plate is fed step by step into the Pipe Forming Press to form the plate into a" J "shape. Then another half of the plate is pressed step by step to form the plate into" C "shape. The last stroke is to press the plate into an open "O" shape;
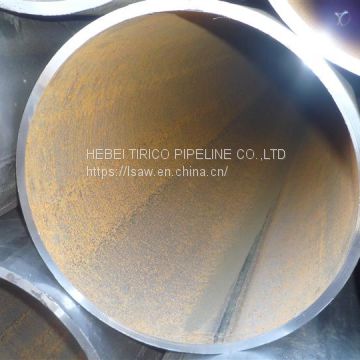
e. Continuous Tack Welding: The two edges of the open seam pipe should be brought together by tack welding machine then welded by tack welder using metal active-gas arc welding (MAG) process;
f. Inside Welding: The pipe is welded from inside of the pipe by multipass tandem submerged-arc welding (max. four wires);
g. Outside Welding: The pipe is welded from outside of the pipe by multipass tandem submerged-arc welding;
h. Ultrasonic Testing I: The welded area on both sides of the weld are 100% tested by automatic ultrasonic tester .

Contact Supplier

You May Like
New Products











Popular Searches
Recommended Products
Find Similar Products By Category





 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln