A671 Gr.b 60 Cl22 For Water Gas And Oil Alloy Steel Tubing
Negotiable /Ton
Min.Order:1 Ton
Quick Details View All >

Used For Oil/gas/water Transmission Square Ends Submerged Arc Welding Steel Pipe

Square Ends For High Pressure Service Conditions Lsaw Carbon Steel Tube

Arc Lsaw Welded Steel Pipe Api 5l X52 Psl.1 For High Temperature Service Conditions
Arc Lsaw Welded Steel Pipe A252 Gr.3 For Piling Projects-windows
Arc Lsaw Welded Steel Pipe Api 5l X70 Psl.1 Used For Oil/gas/water Transmission

Product Details
Major Technical Characters:
I. During the forming process, the deformation of the plate is very uniform and the residual stress is very low and there is less scratch on the surface. The production range on the wall thickness and pipe diameter is very flexible. For the high strength material with small pipe diameter and heavy wall thickness this process has more advantages than other pipe production process. More requirements on the product range from customers can be met.
Ⅱ. The welding can be performed at an optimal position so the welding quality is easy to control because the inside welding and outside welding are performed after the tack welding. The welding defects such as the offset, deflection and lack of penetration are very seldom to occur.
Ⅲ. The full-length mechanical expansion of the pipe can effectively increase dimension precision and improve the internal stress distribution of the steel pipes, thus avoid damage due to stress corrosion. The expanded pipes are very convenient for site application.
Ⅳ.The automatic on-line NDT test, composing of PID control automation, on-line automatic UT and RT nondestructive testing 100% control system guarantees the product quality maximum.
Product Description
1. Standard: (API 5L Line pipe,ASTM A53,ASTM A252,ASTM A671/A672/A106,EN 10219.
2. Material: 10#, 20#, -45#, Q235B, Q345B (16Mn), A, B, X42, X52, X65, X 70, K55, J55, N80, TP304, TP216, 304L,316L, ETC
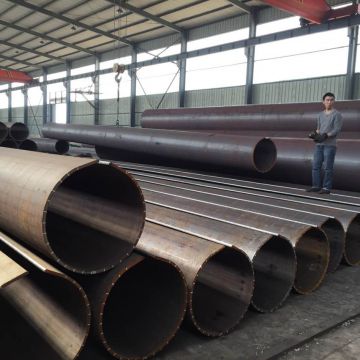
Product name:LSAW steel pipe on sale
Out Diameter: 219mm-1820mm
Wall Thickness: 5.0mm-50mm
Length: 6m-32m
Standard:API 5L
Quality grade: First class, prime, newly produced, secondary , stock etc.
Material/Steel grade:A, B, X42, X46, X52, X56, X60, X65, X70BN, X42N, X46N, X52N, X56N, X60N,BM, X42M, X46M, X52M, X56M, X60M, X65M, X70M, X80M, X90M, X100M,
Certificate:API 5L PSL1/ PSL2
End:Plain end, spigot & socket joint, beveled, cut square, flanged, piling shoes,etc.
Surface:Bare, varnished, black lacquer, Bitumen Coating, zinc coating, anti-corrosion coating, 3PE,
FBE,Epoxy, Cement Mortar, as per customer's requirement;
Major Production Process:
a. Plate Ultrasonic Inspection: Each plate is first full-plate ultrasonic inspected after entering the process
b. Plate Edge Milling: The Plate edges are milled by Edge Milling Machine to obtain the required width, parallelism and bevel angles;
c. Plate Edge Crimping:The two edges of the plate are crimped at the Crimping Machine to get the required radius;
d. Forming: The first half of the plate is fed step by step into the Pipe Forming Press to form the plate into a" J "shape. Then another half of the plate is pressed step by step to form the plate into" C "shape. The last stroke is to press the plate into an open "O" shape;
e. Continuous Tack Welding: The two edges of the open seam pipe should be brought together by tack welding machine then welded by tack welder using metal active-gas arc welding (MAG) process;
f. Inside Welding: The pipe is welded from inside of the pipe by multipass tandem submerged-arc welding (max. four wires);
g. Outside Welding: The pipe is welded from outside of the pipe by multipass tandem submerged-arc welding;
h. Ultrasonic Testing I: The welded area on both sides of the weld are 100% tested by automatic ultrasonic tester .
i. X-ray Inspection I: The weld of the pipe is 100% checked by X-ray industrial TV system. The image handling system is also equipped to ensure the inspection sensitivity.
j. Expansion: The pipes are subject to full-length expansion to increase the precision of the pipe dimensions and improve the internal stress distribution.
k. Hydraulic Testing: Each pipe is subject to hydro test to ensure that a specified testing pressure according to appropriate standard is met. The functions for automatic recording and storing are equipped with the machine.
l. Pipe Ends Beveling: All pipes qualified from previous testing are subject to pipe end processing to get the required bevel dimension.
m. Ultrasonic Testing II:After expansion & hydro test, each pipe is tested by ultrasonic tester again for any possible defects occurred during the expanding and hydraulic testing process.
n. X-ray Inspection II:
Each pipe after expansion and hydro test is subject to X-ray industrial TV inspection and pipe-end weld filming.
o. The beveling area of the pipes is magnetic particle inspected for any defects.
p.Coating: The qualified pipes are coated for anti-corrosion as per the requirements of customers.
Besides the inspecting items mentioned above, the destructive inspection and other inspection on the plate and pipe such as raw material incoming sample inspection and plate 100% visual inspection according to API standard and other related standards and other special requirements from the customers are also performed. See attachment for the major process chart.
characteristics
1. The pipe internal stress is very small and uniformly distributed after the full- length expansion. The corrosion and cracking of the pipe owing to stress can be effectively prevented. The application of welding on site is very easy because of the high dimension precision;
2. The inside and outside welding are performed after the tack welding , so the welding process is very stable with good weld quality;
3. The NDT is easy to perform on the weld during production and field operation as well;
Contact Supplier

You May Like
New Products

















Popular Searches
Recommended Products
Find Similar Products By Category



 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln