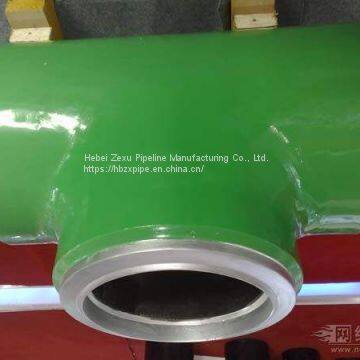
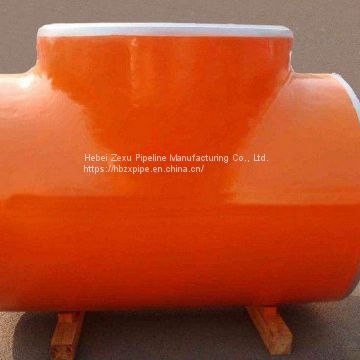
Alloy Pipe Fittings 3 Inch Steel Equal Tees Diameter DN15-DN2000
Negotiable /Piece
Min.Order:1 Piece
Quick Details View All >
Hebei Zexu Pipeline Manufacturing Co., Ltd.
Product Details
Material: carbon steel, alloy steel, stainless steel
Model: Diameter DN15-DN2000, Wall Thickness SCH5S-XXS
Function or use
The three-way pipe is mainly used for the transportation of liquid or gas. According to the different media, the three-way pipe can also have different materials, which are determined by the actual situation.

Product introduction:
1. Hydraulic bulging
Hydraulic bulging of tee is a forming process of expanding branch pipe by axial compensation of metal material. The process is to use special hydraulic press to inject liquid into the billet with the same diameter of the tee. The billet is extruded synchronously through two horizontal cylinders of the hydraulic press. The volume of the billet decreases after extrusion, and the liquid in the billet increases with the volume of the billet. When the pressure required for the expansion of the tee branch pipe is reached, The metal material flows along the die cavity under the dual action of liquid pressure in the side cylinder and tube blank, and expands the branch pipe.
The hydraulic bulging process of TEE can be formed at one time, and the production efficiency is high. The thickness of the main pipe and shoulder of tee increases.
Because the hydraulic bulging process of seamless tees requires a large tonnage of equipment, it is mainly used in the manufacture of standard wall thickness tees less than DN400 in China at present. The suitable forming materials are low carbon steel, low alloy steel and stainless steel with relatively low tendency of cold work hardening, including some non-ferrous metal materials, such as copper, aluminium and titanium.
2. Hot pressing
The hot-pressing forming of tee is to flatten the tube billet larger than the diameter of tee to the diameter of tee.
A hole is opened at the part of the drawing branch pipe; the billet is heated, put into the forming die, and the blank is loaded into the punching die of the drawing branch pipe; under the action of pressure, the billet is compressed radially, during the process of radial compression, the metal flows to the branch pipe and forms the branch pipe under the drawing of the die. The whole process is formed by the radial compression of the billet and the stretching of the branch pipe. Unlike the hydraulic bulging tee, the metal of the hot-pressed tee branch pipe is compensated by the radial motion of the blank, so it is also called the radial compensation process.
The tonnage of equipment required for material forming is reduced by pressing tees after heating. Hot-pressed tees have wide adaptability to materials and are suitable for low carbon steel, alloy steel and stainless steel, especially for tees with large diameter and thicker tube wall.
Contact Supplier

You May Like
New Products










Popular Searches
Recommended Products
Find Similar Products By Category






 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln