Diamond grinding wheel Resin bond Dia20-10-6 mm Grit 100
USD $0.1 - $0.5 /Piece
Min.Order:1 Piece
Quick Details View All >
Product Details
Resin Bond CBN Diamond Grinding Wheels
Resin Bond is the most common choice in Diamond and CBN super-abrasive wheels. It forms a bond structure that keep the wheel sharp cutting, super surface finish, efficient grinding and less heat generating. The most important is that it is very cost effective. It is more competitive than Vitrified bond and Metal Bond. So it is broadly applied in the grinding industries.
If you need any products, do not hesitate to contact
Skype:Annawng
WhatsApp:+8615617785923
@moresuperhard.com

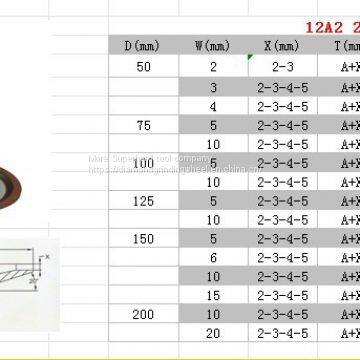
Popular Sizes D x T x H x X | D (mm) | T (mm) | H | X |
6"x1"x1-1/4"x1/2" | 150 | 25.4 | 31.75 | 12.7 |
7"x1"x1-1/4"x1/2" | 175 | 25.4 | 31.75 | 12.7 |
8"X1"X1-1/4"X1/2" | 200 | 25.4 | 31.75 | 12.7 |
10"X1"X1"X1/2" | 250 | 25.4 | 25.4 | 12.7 |
12"x2"x5"x1/2" | 300 | 50.8 | 127 | 12.7 |
14"x2"x5"x1/2" | 350 | 50.8 | 127 | 12.7 |
16"x2"x5"x5/8" | 400 | 50.8 | 127 | 16 |
20"x2"x12"x5/8" | 508 | 50.8 | 304.8 | 16 |
24"X2"X12"X4/5" | 610 | 50.8 | 304.8 | 20 |
30"x2"x12"x4/5" | 750 | 50.8 | 304.8 | 20 |
36"x2"x12"x4/5" | 900 | 50.8 | 304.8 | 20 |
20 kinds of quality problems and solutions are common in the production of resin bond grinding wheel
Num | question | Reason and solutions |
1 | Material size and hardness are inconsistent | The ingredients are calculated strictly according to the ingredient list, and the review is the key procedure |
2 | inclusion
| Before and during the mixing process, cleaning tools will be provided. Check all raw materials for impurities before adding ingredients |
3 | Mixing unevenly
| Mix according to process requirement. Replace the parts of the mixer which wear too much at any time. The powder resin material shall be screened according to the number and times specified in the process
|
4 | Uneven tissue, uneven hardness and imbalance
| Adjust the dry humidity of the mixture to make it have good molding. According to the process requirements to carry out the operation of stripping and scraping. According to the process requirements, first use the pad iron to maintain the precision of the press; Uneven striping, wet mix, or aggregate, uneven feeding, wear of the die, serious leakage, need to replace the die
|
5 | Forming body crack
| Hot-pressing temperature is too high, the product thermal shock, when to take off the core temperature is too low, should be timely to take off the core type, metamorphic materials be affected with damp be affected with damp, or mixing material error. The following four types of crack prevention measures: good plasticity of mixture of speed regulation, and the forming mould shall not exceed the prescribed standards for wear and tear, good flatness, template and pad iron selects the shim thickness to be consistent, spring shim of elastic should agree, as stipulated in the process sequence discharge mode. |
6 | Transverse crack
|
Molding material plasticity is poor, the unmoulding method is not appropriate. Forming mold base is uneven or the backing plate is not too parallel
|
7 | Around the crack
| Die wear is serious, when unloading die, too skew
|
8 | Aperture cracks
| Low strength of blank, too much vibration, too much core wear or too little taper, the order of unloading die is not in accordance with the process regulations
|
9 | Diagonal crack
| The selected spring pad iron has inconsistent spring force and produces diagonal grain when the die is deflected. The fine material grinding tool is pressed too fast, the pressure time is short and the die clearance is too large |
10 | The two sides are not parallel
| Keep the precision of press table of press machine, operate according to the process
|
11 | The surface uneven
| Tooling equipment is maintained within the required accuracy range
|
12 | Molding hardness mismatch | Pressing the first part must be checked, no less than 30% of each batch of blank check, weight sheet is often checked, and pressure is often observed
|
13 | Bridge stare blankly uneven
| Uniform cooling is required; The surface "warping" without a flat surface is called bridge deck. This is caused by uneven cooling resulting in inconsistent contraction of the parts or uneven plate mounting of the furnace. Come from thin section grinding wheel and fine grain thin product more. It is easy to produce the bridge end waste when the grinding wheel cools too fast |
14 | blister | Temperature hardening is controlled according to the hardening curve of product specification, and strict quality control is carried out on the mixing process. The forming temperature is too high or too low and needs to be adjusted. The curing temperature is too high and the curing furnace is out of control. The binder mismatch; The surface of the superhard grinding tool is convex and deformed or the whole surface expands, and some of them appear turtle cracks. Causes: 1. If the heating rate is too fast or the temperature fluctuates greatly, it is easy to make the parts with fine grain, high hardness and tight structure bubble and expand. Because this kind of product contains the binding dose more or the stoma is small, if the temperature control is not accurate to make the heating rate too fast, will cause the binding agent reaction is intense, the volatiles quantity increases sharply, the blank body internal gas pressure is big and causes the product to bubble and expand.
2. The mixture of the molding compound is not uniform, and the mixture contains a combination of binders or solvents with relatively low boiling point (such as ethanol and acetone).
3. Errors caused by mixing and molding process increase the binding dose, increase the single weight and increase the pressure. |
15 | Deformation and collapse
| Charging and temperature control according to process regulations. The ratio of filling materials should be strictly controlled and adjusted. If the pressure is not enough, the cutting sheet will be deformed. Causes of deformation and collapse of ultra-hard grinding tools during hardening include: 1. When installing the furnace, the body of the billet is exposed to the hardening pad or the blank body is squeezed together, and the uneven pad makes the blank body tilt.
2 high thickness parts are not coated with paper and sand. Natural drying time is short or not low temperature drying directly into the furnace to harden. 4 the heating rate is too fast, and the binder melts rapidly, making the billet collapse after softening. |
Contact Supplier

You May Like
New Products













Popular Searches
Recommended Products
Find Similar Products By Category









 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln