Environmental protection chemical plating low phosphorus nickel agent Electroless nickel plating agent
USD $152.31 - $161.54 /Barrel
Min.Order:1 Barrel
Quick Details View All >
Guangzhou Yishun chemical co., Ltd
Product Details
Chemical nickel plating liquid (low phosphorus)
First, product number:Q/YS.602-low phosphorus(Yi Shun brand)
Second, product features:
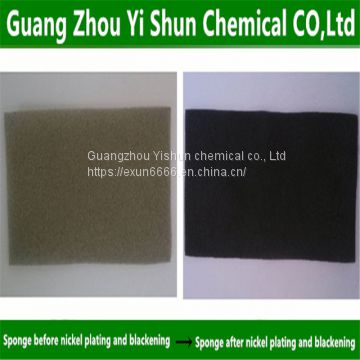
The chemical plating of low phosphorus nickel is applied to low-nickel-phosphorus alloy plating layer on the surface of iron parts, steel parts, zinc alloy parts, aluminum alloy and copper alloy which is dipped. This product is non-toxic and environment friendly without plating equipment. The coating is a bright nickel phosphorus alloy layer with excellent corrosion resistance and excellent bonding strength. The stability of plating solution is strong, and the life span is more than 12 cycles. This product is not only applicable to the metal surface plating low phosphorus nickel (such as: iron, stainless steel, aluminum, copper and so on), but also applies to the non metal surface plating without expensive heavy palladium, cost is low. For example: low phosphorus nickel plating ceramic, low phosphorus nickel plating glass, plating low phosphorus nickel diamond, low phosphorus nickel plating carbon sheet, plastic plating low phosphorus nickel, resin plating low phosphorus nickel, etc.. Groove liquid maintenance is simple and cheap without plating equipment. Content of phosphor is about 3%.
Third, product formation:
Products are composed by A, B, C three agent , A :B= 1:2 open cylinder, A and C by the proportion of 1:1 to add, as the supplement.
Fourth, Preparation and using method of opening cylinder medicament:
1. Prepare A agent, B agent and water with the ratio of 1:2:7.
2. Clean the plating bath with pure water. Then add the tank volume of half the size of the pure water in the slot.
3. The B agent is added proportionally to the bath to mix evenly, and the A agent is added slowly at the same time.
4. Stir evenly and test the pH value of solution , adjust ph to 7.5 ~ 8.5 with 10% of ammonia .
5. Add the de ionized water until the specified volume
6. Heating plating solution and temperature is stable at 90±3 degrees centigrade.
Fifth,operating process:
1. The work piece pretreatment: pre-treatment of coating quality is very important to plating work piece surfaces non-pollution, and is in the active state, the process mainly include: degreasing, cleaning, polishing, washing.
2. Acid activation: soak the work piece 2-3 minutes with the pickling activating agent, and then wash it with water.
3. Rinse the work piece with hot deionized water to upgrade temperature in order to avoid the cold work piece stop plating because of the cooling work piece absorbs the heat of the bath and the solution temperature is cooled when conducting the next step.
4. Hang up dispersedly in the plating solution according to the rate of loading, plating liquid temperature keep in 90℃±3℃, time is more than 5 minutes depending on the thickness.
5. There should be a moderate light mixing during the plating process,, so that the temperature and the plating solution are evenly distributed, thus ensuring the stability of chemical plating of low phosphorus nickel and the consistency of the coating. At the same time carry on the circulation filtration to the plating liquid. Filter: 1-8μm, resistant to 100℃ and resistant to acid.
6. Clean it with hot water when you have finished nickel-plated, if necessary, it can also be passivated.
Sixth,Maintenance of low phosphorus nickel by chemical plating:
1. The plating speed will be slowed down because of the constant consumption of components during the plating process, A and C agent can be added according to the number of bubbles, the ratio of A and C is 1:1. You should supply A and C 10 ml respectively when consuming a gram of metal nickel. If you add a large number of A and C , you must make the temperature low and stop plating, and then add C, A supplements and stir evenly, nickel plating can be carried out.
2. The pH value of the plating solution will be changed during plating, PH value of the fresh solution keep in 7.5 ~ 8.5, pH value will gradually increase with the aging of the plating solution.
3. For copper and its alloy surface, low phosphorus nickel should be plating by copper work piece contact with clean wire or aluminum wire.
4. You should analyze the plating solution in plating process: pH value and the content of nickel ion.
Nickel detection method: take the 5.00ml plating solution into the 500ml of the triangle bottle, add 100ml deionized water , 100ml ammonia, and Urea acid amine indicator. EDTA titration of 0.05mol/L to end up with Orange change to purple, consumption of EDTA volume numbers is named v.
Formula: nickel (g /L) =0.587 * V
5.Chemical plating of low phosphorus nickel need the strict pre-treatment to ensure that the work piece surface is in a clean activated state.
6. You should check up the equipment: automatic temperature control system, circulation filter system, timely detection and elimination.
7. The plating liquid loading rate should be controlled at -1.5dm2 0.5dm2.

Our services
Order Guangzhou YiShun Chemical Company's products, you will have the following technical support: 1, selection of professional engineers. 2, phone detailed understanding.3, video demo. 4, live demonstrations. 5, site service.6, special technology R & D and preparation. 7, continue to follow the sale.
Contact Supplier

You May Like
New Products














Recommended Products
Find Similar Products By Category






 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln