Specification for power and communications cabling containment.
1). SCOPE
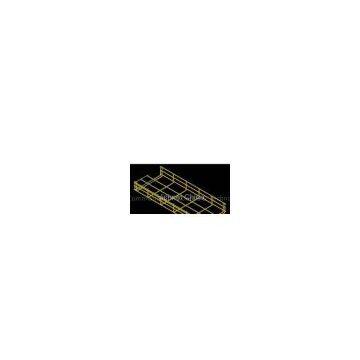
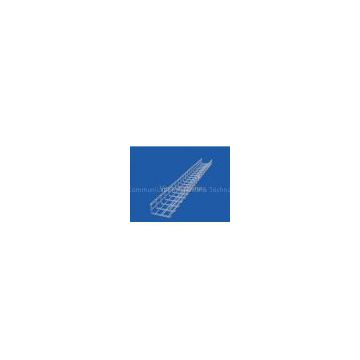
Steel Wire Cable Tray conforming to the material and performance of this specification.
2). GENERAL
A). Cable tray shall be manufactured from steel wires, welded together and bent into final shape prior to surface treatment.
B). Surface Treatments:
i). Electro zinc plated to BSEN 12329-2000 for interior use (level 2)
ii). Hot Dipped Galvanised with between 60 and 80 microns of zinc to BS 729.
iii). Stainless Steel AFNOREZ CND 17.2 (AISI 316L)
C). Steel Wire Cable Tray Widths & Depths
i). Cable Tray dimensions are all internal.
ii). Depths of 30mm, 54mm, 80mm, 105mm & 150mm
iii). Widths of 50mm, 100mm, 150mm, 200mm, 300mm, 400mm 450mm, 500mm & 600mm for depths of 30mm & 54mm.
iv). Widths of 100mm, 150mm, 200mm, 300mm 400mm & 500mm for Depths of 105mm & 150mm
All trays are of 3005mm long
3). SPECIFICATION
a). Steel Wire Cable Tray will be produced from lateral and longitudinal sidewall steel wires, with minimum diameters of -:
4 mm for trays of widths up to 150mm
4.5 mm for trays of widths of 200mm
5.0 mm for trays of widths of 300mm
6.0 mm for trays of widths of 400mm, 450mm, 500mm and 600mm
b). Trays will be manufactured with a longitudinal 'T-welded' safety edge along the top wire of the sidewall (excluding CF3050)
c). Trays will be constructed with a 50mm x 100mm mesh configuration.
d). All tray fittings (e.g. changes in direction, level and size) shall be constructed on site, to the manufacturers instructions, using side action bolt croppers and fastened using 25mm and 30mm counter clamps with M6 bolts and nuts, all surface treated as the tray.
e). Trays will be coupled together using either a fast spring coupler or a 25mm/30mm counter clamp combination with supporting lateral splice plate on trays over 300mm width. The coupling will have the same surface finish as the tray.
f). Trays shall be supported at a maximum span of 2.5m by trapeze, wall, floor or channel mounting methods and will not exceed maximum loads as specified by the manufacturer.
g). All welds will be manufactured to an average minimum tensile strength of 500Kg per weld.
4. TESTS, CERTIFICATION AND CONFORMITY
a). Loading and deflection characteristics of the tray should be tested and the results published in accordance with the European Standard CEI/61537.
b). Suitability for the support of Cat6 data cabling should be demonstrated by way of independent test verification.
c). Fire test certification should be published in accordance with the E30/E90 standard.
d). Electrical continuity across a coupling should be demonstrated by means of a published test method and result. 





















 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln