Product Details
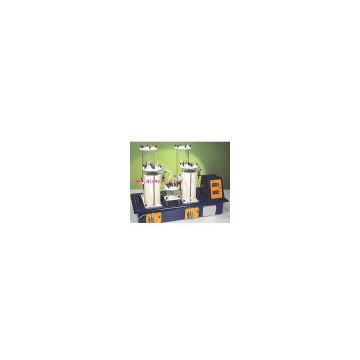
• A bench top Anaerobic digestic for waste water treatment studies
• Equipped with two 5 litre packed bed, upward flow reactors
• Each reactor has gas sampling & collection facilities
• Reactors may be operated in series or parallel flow arrangement, using variable speed peristaltic pumps
• Feed flow rate to each reactor can be accurately & independantly controlled to any temperature between ambient and 55°C, using 200W heating jackets
• Thermostatic cut-out set to 85°C
• An instruction manual describing test and practical work capabilities, including details of a proven test substrate formulation is included
TOPIndustrial Test Capabilities
> effluent treatability studies, including solids, carbon and biogas balances to determine purification (COD-BOD)
> determining optimum operating temperatures, feed rates and ratios
> observing effect of pH and influent nutrient concentration
> process stability studies
> determination of controlling kinetics
> 100% scale-up to industrial requirement
TOPPractical Training Exercises
> preparation, warming and acclimation of a anaerobic reactor
> demonstration of the multistage nature of anaerobic digestion
> undertaking carbon balances
> studying effects on purification performance of:
• hydraulic loading
• feed ratios
• temperature
• nutrient deficiency
• influent
TOP
Description
W8 reactor detailenlargeThe anaerobic digester comprises two 5 litre upward-flow packed bed reactors with feed rate and temperature control facilities to allow steady, continuous operation at up to seven litres per day over periods of many days.
The reactors may be operated in series or parallel. A buffer vessel between the reactors permits discharge of excess flow from the first reactor when the second reactor is operated in series but at a lower flow rate. The flow rates to the vessels are set and controlled by calibrated peristaltic pumps.
The temperature of each reactor is controlled by an electric heating mat wrapped around the external wall. The temperture distribution within each reactor is maintained to ±0.5°C. Reactor temperatures may be separately set at any desired value in the range ambient to 55°C.
The gas off-take from each reactor is taken to a volumetrically calibrated collector vessel operating by water displacement. A constant head, liquid seal device ensures that the gas pressure in the reactor is maintained at a constant value throughout the test run. The collected gas can be exhausted from the vessel and the volume re-filled with water during a run without breaking the liquid seal.
Liquid and gas sampling points are located at all strategic points around the reactors. Non-return valves and liquid seal syphon breaks are included in the process pipework to ensure each reactor operates at a constant volume without the ingress of air or the danger of accidental syphonic action.
The equipment is mounted on a vacuum formed plastic base with an integral drain channel to cope with spillages and wash down.
Flow diagram - W8 Anaerobic DigesterenlargeTOP
Technical Details
Reactors:
Two, indentical -nominal capacity:
5 litres packed volume:
4 litres 150mm dia x 250mm high
Reactor packing: 25mm diameter Bio-balls
Temperture control: For each reactor: 200W heating jacket with PID control from a temperature sensor positioned inside the reactor.
Set point within range ambient to 55°C, the jacket is thermostatically protected by a cut-out set at 85°C.
Feed pumps: Two, identical peristaltic pumps - variable speed using 10 turn potentiometer to 4rpm supplied with three tube diameters:
1.6, 3.2 and 4.0mm, flow rates from 0.2 to 5.8 l/day
Gas collection vessels:Two, identical - linear scale, 0-5 litre capacity
TOP
Process Studies
Broadly speaking the anaerobic process may be divided into two distinct stages, (1) the hydrolysis of large molecular species into acetic acid and (2) the conversion of the acetic acid into methane and carbon dioxide.
This two stage process can be demonstrated by operating the two reactors in series, one to produce volatile acids from the initial substrate - acidogenesis and the second to convert the volatile acids into methane and carbon dioxide - methanogenesis. In addition the following basic differencies of the two stages of the process can be demonstrated:
(a) the low level of methanogenic activity during acidogenesis compared to methanogenesis
(b) the low level of COD removal exhibited by the acidogenic stage compared with the methanogenic stage.
Typical test results are shown below:
TYPICAL TEST USING A PREPARED FEEDSTOCK FOR DEMONSTRATION PURPOSES - Test A
a) Test conditions
ITEM REACTOR 1 REACTOR 2
Temperature 35°C - 37°C 35°C - 37°C
Feed Prepared glucose
substrate with
appropriate nutrients Effluent from
reactor 1
Feed rate 2.5 - 3.5 l/day 1 - 1.5 l/day
Feed pH Corrected to
6.0 with HCl Without pH
correction
TYPICAL TEST USING A PREPARED FEEDSTOCK FOR DEMONSTRATION PURPOSES - Test B
b) Expected performance
ITEM REACTOR 1 REACTOR 2
FEED:
COD 7500-8500 mg/l 5000-6000 mg/l
S.S* very low 100-500 mg/l
Alkalinity 1000-1500 mg/l 1000-2000 mg/l
TVA** very low 5000-6000 mg/l
pH 6.5-7.0 4.5-6.0
EFFLUENT:
COD 5000-6000 mg/l 500-600 mg/l
S.S* 100-500 mg/l
50-200 mg/l
Alkalinity 1000-2000 mg/l 2000-3000 mg/l
TVA** 5000-6000 mg/l 50-100 mg/l
pH 4.5-6.0 6.8-7.3
BIOGAS:
CH4 10-30% 65-85%
CO2 70-60%
15-35%
COD
REMOVAL: 20-30% 80-90%
GAS YEILD: 0.5 l/g
COD applied 0.35 l/g
COD applied
S.S* Suspended solids
TVA** Total volatile acids
TOP
Essential Accessories/instruments
(not supplied by Armfield)
Plastic feed and product tanks typically 30-50 litres, floor standing.
PH meter.
TOP
non Essential Accessories/instruments
(not supplied by Armfield)
Analytical equipment as exists in most Water Quality Laboratories.
For measurement of pH, BOD, COD, alkalinity, total volatile acids and suspended solids.























 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln