Hastelloy G-3 Machinability
Negotiable
Min.Order:1
Quick Details View All >
Product Details
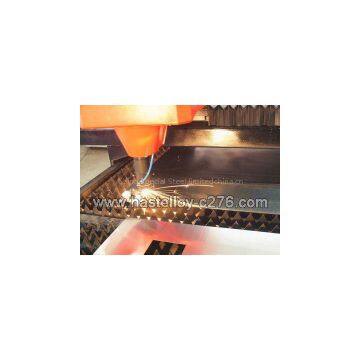
Hastelloy G-3 Turning: For roughing cuts the tools should have -5 degree back rake for carbide and -10 degree back rake for high-speed steel. Normal and/or finish turning call for positive rake angles of about +10 degrees for both carbide and hig-speed cutters. Cutting speeds and feeds are in the following ranges: For High-Speed Steel Tools For Carbide Tooling Depth Surface Feed Depth Surface Feed of cut speed in inches of cut speed in inches inches feet/min. per rev. inches feet/min. per rev. 0.040" 0.040" 0.250" 0.250" Drilling: Steady feed rates must be used to avoid work hardening due to dwelling of the drill on the metal. Rigid set-ups are essential with as short a stub drill as feasible. Conventional high-speed steel drills work well. Feeds vary from 0.001 inch per rev. for holes of less than 1/16" diameter, 0.002 to 0.003 inch per rev. for 1/4" dia., 0.004 to 0.010 inch per rev. for holes of 7/8"diameter. Speeds of 10 to 25 surface feet/minute, are best for drilling.
Hastelloy G-3 Milling: To obtain good accuracy and a smooth finish it is essential to have rigid machines and fixtures and sharp cutting tools. High-speed steel cutters such as M-2 or M-10 work best with cutting speeds of 30 to 50 surface feet per minute and feed of 0.002-0.007 inch per cutting tooth.
Pandora(at)steel-jw(dot)com
info(at)hastelloy-c276(dot)com
Skype:super.alloys , pandora.peng
Url (w)(w)(w).hastelloy-c276(dot)com
Tel:00852 2115 3188/2973
Contact Supplier

You May Like

New Products










Popular Searches
Recommended Products
Find Similar Products By Category








 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln