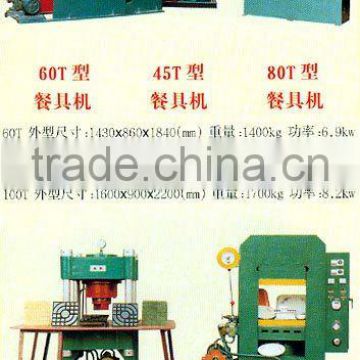
Tableware machine
Negotiable /Perch
Min.Order:1 Perch
Quick Details View All >
Fujian Baochuang Machinery Industry Co., Ltd.
Product Details
Tableware Machine advantage:
The one-step plastic injection machine manufactured by our plant is of the art know-how according to our long-time researching and experience.
Automatic 2x-80 type one-step Auction Plastic Injection Machine
Operation Manual
I.Description
The one-step plastic plastic injection machine manufactured by our plant is the only of the art know-how accoring to our long-time researching and experiences.
The main advantages are as following:
1. Eliminates the drawing piece of manufacturing process
2. The plastic pellets can be formed directly and the gate plastic can be reused again.
3. Above process can save energy for re-heating the drawing piece
4. the thickness of the product can be controlled easily
5. It is adapted to producing inner or outer food container each as DO-FU box,jelly cup,fast food box,bowls,tray made of PP or other environment protection material.
II.Characteristics
Item Mode | X-60 | X-80 | X-90 | 2X-80 |
Capacity KW | 30 | 38 | 40 | 70 |
Energy consumption kw/h | 21-23 | 27-29 | 31-33 | 50 |
Manufacutring speed mold/h | 2600 | 2000 | 2500 | 2500 |
The biggest mole square mm | 210*300 | 250*400 | 210*500 | 250*600 |
Vacuum pump L | 8 | 15 | 15 | 15 |
Compressor m3 | 0.6 | 0.6 | 0.6 | 1.32 |
Bulk weight kg | 2200 | 2800 | 3500 | 5000 |
The biggest mode height mm | 70 | 80 | 80 | 80 |
Projuct size cm | 450*120*150 | 480*130*150 | 480*130*150 | 1100*230*150 |
P.S. Model X-65 means the diameter of the extruding screw bolt | ||||
III. Operation steps
1. electricity:AV three-phase 380 V flur cables
2. switch on
3. heating:distinguish A and B sets
fist set T for A set
a:heating mold head 190-210
b:heating filter 190-210
c:heating the end of screw bolt 190-210
d:from step 4 to step 6 are the T from the end o fscre bolt to the feeding port of the silo.180-210 ,170-190,160-180,160-180,150-170 respectively
Then set T for B set same operating procedure
Pay attention:
The T for fifth section is important:If the T is too low,the material falling would slow down or not homogenously.If the T is too high,the material would melting at the port resulted clogging.
4. connect air hose:keep the compressed air dry.the pressure 5-7 kg
5. Turn on vacuum rump
6. Turn on auxiliary injection machine heating T until to pre-set T and activate injection machine and pre-set RPM
7. Extruding material
Turn on A and B sets simultaneously and adjust speed slowlu.Befor extruding material,pay special attention on all heating zones reaching pre-set values through observation or material testing.
8. Turn on cooling pump for the calender.
9. Taking material:put material from the mold port to mold plate
10. Vacuum:turn on to activate the suction port
11. Put down calender which makes material from the mold head more shinning and even
12. Put down foot step
13. Turn on up cooling fan
14. Turn on down cooling fan
15. Shut down procedure
a. turn off extruding material
b. turn off calender
c. turn off up cooling fan and down cooling fan
d. turn off vacuum,foot step and material suction
e. Tune down speed of the inverter
16. Automatic operation for edge cutter
a. Put the work-piece at foot step of the edge cutter as the injection machine in normal function,then open automatic opreation synchronlusly.
b. Function of the speed shaft:Accelerate the cutting speed shaft if work piece is too long.
IV Cautions
1. Do not turn on until heating T reach the setting T
2. Do not turn on until compressed air reach 5-7kg
3. Change gear oil frequently and pay attention on the oil level,oil changing frequency is 2000 hour.
4. Raw material can not be contaminated,especially metal piece.
5. As the machine stops automaticlly,check if air suction nozzle is at right position.
6. Oil mist cup contains spindle oil.Dropping speed is 12min/drop
7. Settle the machine balanceable with adequate earth contacting.
8. Use two 50/mesh filters and change regularly
9. The diameter of electricity cable can not be smaller than 25 square/mm2 copper cable,phase cable and individual cables should be connected correctly.
10. Do not set frequency of the inverter too high to prevent damage due to impact electricity
11. Lubricate all moving parts twice during one shift ( 8 hours)
12. Check all heaters frequently
13. Do not touch the mold head due to high temperature
14. Do not stretch your hand under the mold of the automatic edge cutter.In maintenance,turn off the electricity and put protection appliance and be sure that operating condition is safe.
Contact Supplier

You May Like

New Products















Popular Searches
Recommended Products
Find Similar Products By Category






 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln