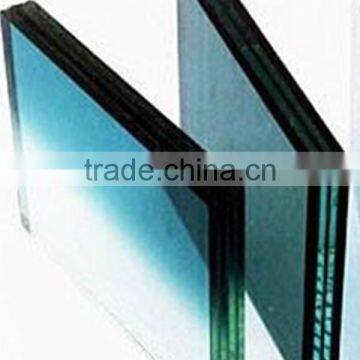
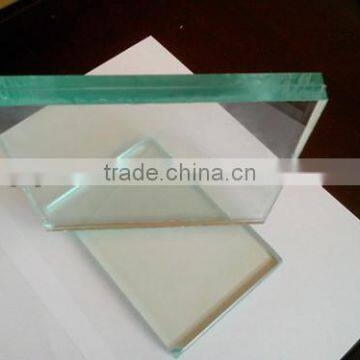
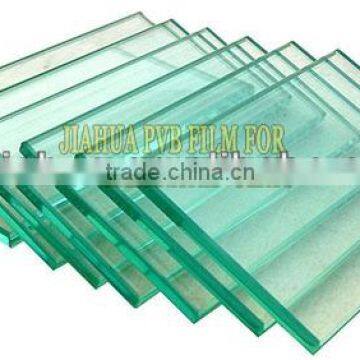
laminated glass with PVB FILM interlayer
USD $5 - $40 /Twenty-Foot Container
Min.Order:1 Twenty-Foot Container
Quick Details View All >
Qingdao Jiahua Plastics Co., Ltd.
Product Details
Qingdao Jiahua Plastics Co., Ltd, produce the PVB FILM with the virgin PVB Resin made PVB FILM. We still produce the laminated glass with the bellow specifications:
3+0.38mmPVB+3,
4+0.38mmPVB+4,
5+0.38mmPVB+5,
6+0.38mmPVB+6,
3+0.76mmPVB+3,
4+0.76mmPVB+4,
5+0.76mmPVB+5,
6+0.76mmPVB+6.
Package: wooden crates

Technical standards of the laminated glass
1. The glass cutting, cleaning and processing
To begin with, precisely cutting the glass as required is of importance. In case of the bubbles occurred the cutting error must be less than 2mm. Then the well cut glass edge should be grinded and cleaned to remove the oil stains and the other defects. At last, the softened water must be used in the last period to get rid of the unqualified products due to the weak adhesion. After the above process, the clean glass can be dried and placed in the room temperature for future use.
2. Lamination
In the laminating room, the temperature should be kept in 15~25°C, the humidity 18%~40% , the environment clean and the equipment and employees tidy. The glass must lay flat and so should the film on it. Then lay the other piece of glass on the film. Drawing the film is forbidden during trimming the film. Besides, be assured that the film must be 2-5mm bigger than the glass and the trimming knife keep away from the glass lest the glass particles cause the bubbles on the edge of the laminating glass.
3. Pre-pressure exhaust
To get the well sealed edge, the air between the film and the glass needs to be pressed out of the laminated glass. Two methods are generally divided into.
a. Rolling exhaustion.
Firstly, Heat the well laminated glass up to 25~40°C and put it into the first roll (the distance of each rolls are 1mm smaller than the thickness of well laminated glass with the pressure of 0.2~0.5MPa.), then put it into a thermo stated container to heat up to 60~80°C, and then get into the second roll (the distance of each rolls are 2mm smaller than the thickness of well laminated glass with the pressure of 0.3~0.5MPa).After getting out of the rolls, seal the four sides of the laminated glass with clear tape to get rid of the bubbles.
b. Thermo vacuum pre-pressing exhaustion
Put the laminated glass into a vacuum bag or vacuum rubber gasket, and then employ the cool pumping and heat pumping to press the air out. Tips: the decompression vacuum degree is beyond 650mmHg and the cool pumping temperature should be less than 25°C for 30~40 minutes; while in the period of heat pumping, the temperature should be 70~120°C for 30~60 minutes.
4. Molding in high pressure
Place the Pre-pressure exhausted laminated glasses vertically on glass bracket leaving the distance of each glass more than 5mm. After the glasses are put into the thermo container, sealing the door and raising the temperature to 65°C-85°C; Then raise the temperature and pressure at the same time. The temperature raising rate is controlled in 5°C per minute, and the pressure in 0.06MPa per minute. When the temperature and pressure up to 120~140°C and 1.0~1.5MPa respectively, keep them for 30~60 minutes. After that, keep the pressure and lower the temperature to 45°C, at the same time, loose the pressure to the atmosphere pressure. Finishing the high pressure molding process, we can have the final laminated glass for usage.
Best Regards,
Ms. Sophie
Mob: +86 15154242132
Tel: +86 532 86159639
Skype: sophie.sun326
Email: sophie at jiahuapvb dot com
Contact Supplier
You May Like
New Products

















Popular Searches
Recommended Products
Find Similar Products By Category




 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln