AAC Light Weight Block Making Plant (Indonesia AAC line)
USD $1 - $1,000,000 /Set
Min.Order:1 Set
Quick Details View All >
Dongyue Machinery Group Co., Ltd.
Product Details
Welcome Visiting Dongyue Machinery Group

Dongyue is specialising in AAC Plant for more than 18 years,with good quality and competitive price,have office in India,Indonesia,Vietnam,more than 30 lines overseas.And we are cooperating with German Company.
Introduction
Areated concrete block (light block ) is the light and porous buidling material. It has light keeping temperature cant burn and other advantages.it can be made into many kinds of bricks for example:600×200×100,80×80×180,240×115×53,600×200×125),they could be used industry building and common building.they are more and more popular in the world.in the future,they will replace the Clay brick completely.
light weight AAC brick making machine preparation work
1. Land of 4 Acres is Required
2. Workshop area –approximately 30000 Sq Mt or 30000 sft
3. Total Plant area( construction area ) = 4500 Sq Mt or 45000 sft
4. Power connection needed – 500 KVA
5. Ideal manpower requirement is 40 nos. (Skilled – 10, semi skilled-10 and unskilled 20)
6. Skill division 40 workers = Main plant 2 nos of 10 hour shifts 15 people each + Boiler & Autoclave section 3 people in 3 shifts of 8 hours
7. Water requirement approximately 225 Tons per Day.
8. Sand requirement approximately 225 Tons per day
9. The above power and plant calculations are based on Fly ash based AAC without Lime Crushing Unit and Ball mill for sand. If the process so require, we may add them at a later stage. But surely we give provisions for them at site right from installation stage
10. 300 working days is considered in a year through 333 days a year is possible.
11 Fly to be provided free of cost by power plants. Only transportation to be arraigned by Project. Average distance of 250 KM
12. Carbon Credit is estimates are for reference purpose. The Project owner must handle his part of CDM project to get Carbon credits, through independent consultants. Please check the form of CDM after 2012
13. AAC Blocks of all sizes will be manufactured according to the market requirement, though mainly stipulated sizes as per the BIS standards.
light weight fly ash brick making machine RAW MATERIAL
Fly-Ash: A lot has been said about this raw material in this Project Profile itself. But this Raw material is freely available in Thermal Power plants. There are no taxes on this item whatsoever. Transportation charges are only to be attended by the entrepreneur.
Lime: Active powered lime is a requirement for giving the real aeration to the product. In phase 1 we can aim to buy the active lime directly. In phase -2 we can think of having backward integration and making a lime powering unit at site to have a more competitive advantage, We can also think of a lime burning klin inside the factory premises. The project financials however have not considered the costs of powering unit, and the lime kiln in this project. Different qualities of lime are available, and depending on the raw materials, the mix design can be chosen to get the optimal quality of production.
OPC. This Project aims to utilize OPC cement as main binder material. It will give faster strength to the bricks, besides giving improved consistent quality. It also ensures a better cost effectiveness for the same. Using OPC will be a standardized practice. The other prime advantages of using OPC (compared to other binders) is it’s easy availability locally through nationwide Retail Network of Cement Companies.
Gypsum: This too is an industrial waste. This is available as an industrial byproduct of Fertilizer Plant. Gypsum is responsible to give long term strength to the Blocks.
Aluminum Power. Finely ground Aluminum power is used in very limited quantity ( less than 0.5%), so that it reacts with active lime, and silica in base material to make the aeration,
AAC block DETAILED PRODUCT DESCRIPTION
1 Product weight is according to 600kg/m3 to control.
2 annual capacity 200,000M3
3 set raw material proportion: cement 6.5%, raw lime 23%, flyash 68%, gypsum 3%, aluminum paste
powder 350g/M3.
4 water and material rate 0.631
5 one mould product 2.88M3
6 Casting slurry cycle time 5-6 minutes, cut cycle time 5 minutes.
7 casting slurry temperature 38-42 degree
8 body quiet stop. Time is 1.5-2.5housr, temperature 50-90 degree, after quiet stop body strength is 0.15-0.18Mpa
9 Steam curing cycle time, come in and out autoclave about 0.5hour, steam curing cycle time about is 6 hours/1.6Mpa, total 6.5 hours.
AAC block machine/lightweight block machine Advantages
(1)light weight
Areated concrete density is usually 400-700kg/m3,(according the market in produce ),same as
1/3 of clay brick and 1/5 common concrete.So use the Light brick can reduce the weight of the
build more,and also reduce the beam of roof and pillar press best.then you can see,it can save the
material and cost,it also fighting shaking.
(2) keeping temperature
It has many are porous,the delivery hearting coefficient is 0.9-0.22W/(mk),the same as 1/4 or
1/5 of clay brick,so it is best materials now in the world.There are many kinds material,have
lowest waste.
(3)High Strength
High pressure steam-curing autoclaving process gives AAC unmatchable strength to weight ratio, higher than even M150 concrete and far exceeds the Indian Building code requirements
(4)Cost saving
Being lightweight AAC drastically reduces the dead weight of building, resulting into reduction in steel (up to 27%) and cement (up to 20%) structural cost saving.
Being 8 times the size of a clay brick, AAC wall construction involves 1/3 the joints, thus an overall mortar saving up to 66%
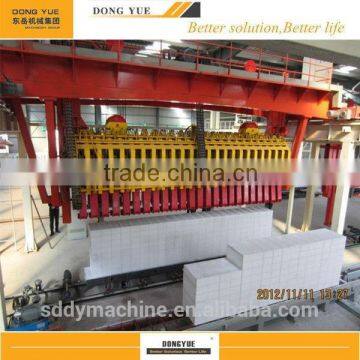
2. light weight AAC brick making machine WORKING PROCESS
The Process of manufacture is simple t follow, and complex to implement.
First, the Fly Ash is mixed with water, and made Slurry in a slurry mixture. If Sand is used as a base material, we need a ball mill to grind the sand to fine power. The slurry making process is same sand.
After Slurry is made, the slurry is stored in slurry storage tank, where the slurry is constantly agitated. Care is taken to run the slurry storage tank all the time, so that is never settles down the particles.
Then a weigh batcher weighs the Slurry, lime, OPC, Gypsum and aluminum power in preset quantities, and mixes thoroughly. The mixture also pours the mix into the Mould carried n the mould cart. The full pouring of the mixture is just enough to fill around 50% of the mould.
Then the mould is kept in a warm chamber for 2 hours, so that the aeration and the light initial setting takes place. Next process is de-molding process of the big block, in which a sophisticated overhead hoist takes the mould, demoulds the block.
Next process is the level wire cutting of the Block, while the block passes on the cutting trolley through the series of wires. This process follows a vertical wire cutting where as the block remains stationary, and the cutter cuts the block vertically.
The final cut blocks are Steam cured in autoclaves for 8 hours at 12 KG/Sq cm pressure, and 200D C
Contact person : harold
Skype:harold1988610
mobile number : 86-18264925825
email ID : harold at
Contact Supplier

You May Like
New Products













Popular Searches
Recommended Products
Find Similar Products By Category











 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln