6A2 Diamond grinding wheel
USD $25 - $1,000 /Piece
Min.Order:100 Pieces
Quick Details View All >
Jiangyin JDR Diamond Tools Co., Ltd.
Product Details
1. 6A2 Diamond grinding wheel
2.Application:
6A2 Diamond grinding wheel ,Used for Sharpening and finishing of carbide tools such as cutters,drills,etc. Machining of glass, quartz,ceramics,semi-conductors and other non-metal materials
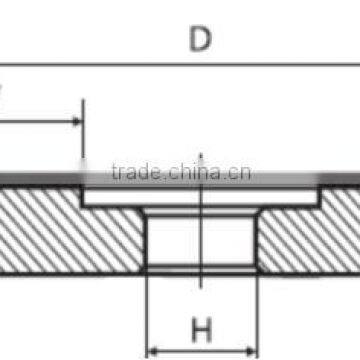
3. Specification
| Diameter(D) | Height (T) | Thickness(X) | Width(W) | Hole(H) | ||
| 100 | 22 | 3 | 2/5/10/15 | 20 | ||
| 125 | 22 | 3 | 2/5/10/15 | 32 | ||
| 150 | 24 | 3 | 2/5/10/15 | 32 | ||
| 200 | 29 | 3 | 2/5/10/15 | 51 | ||
4.Superhard cutting tools:
Diamond and cubic boron nitride (CBN) are considered to be the hardest known grinding materials and are therefore
often referred to as “super-abrasives“. For this reason they are suitable for machining materials which are difficult or
even impossible to grind with conventional abrasives such as silicon carbide or corundum.
5. Basic application
Diamond CBNDue to its extreme hardness, Diamond is particularly suitable for machining the following
materials:
– All carbide metal grades
– Cermet
– Oxide and non-oxide ceramics
– PCD / PCB
– Hard facing alloys
– Sapphire, glass
– Ferrite
– Graphite
– Fiber reinforced synthetics
– Precious and semi-precious stones
CBN consists of the elements boron and nitrogen. In contrast
to Diamond, CBN has no carbon atoms, making it suitable
for machining steel. CBN is better suited for machining the
following materials:
– Hardened steel over approx. 54 HRc hardness
– High-speed steel (HSS)
– Stellite
– Nickel-based special alloys
6. Dressing
When a wheel is trued, the abrasive surface should be dressed to condition it for aggressive stock removal. The bond material should be eroded to expose the grit.
Dressing Sticks. Aluminum oxide dressing sticks are hand held on the surface of the grinding wheel until the wheel consumes
the dressing stick rapidly. The wheel is now ready.
7.GENERAL RULES WHICH APPLY TO SUPERABRASIVES ARE:
¨ Do not use Diamond on ferrous materials.
¨ Do not use CBN on steel under Rc 50.
¨ Machines must be in good working order with good bearings and rigidity.
1. Storing and Handling
Wheels should be stored separately and protected against shock and contact to reduce the risk of damage. Wheels may be left mounted on spindles and flanges but should be wrapped before storage. Otherwise keep wheels in their boxes when not in use.
2. Coolant
It is always advisable to use superabrasives with coolant as performance is superior (sometimes by a factor of 10 times). Many coolants are available but water with an addition of rust preventor or soluble oil (1.5 to 2%) is often adequate. Whilst giving longer life to wheels the use of coolant also minimises the thermal damage to the workpiece and wheel. This guarantees workpiece integrity and dimensional accuracy by reducing heat distortion to a minimum. The use of coolant will also help in obtaining a better surface finish. It is generally accepted that straight oils generate a better finish than emulsion or simple aqueous solutions,and markedly better than the absence of any fluid. Coolant also acts as a lubricant and lowers spindle power drain, it reduces the force needed to remove stock thereby lowering heat generation and increasing wheel life. The final function of coolant is to remove swarf from the abrasive rim. This prevents wheel loading and helps to maintain freeness of cut. To get the best from your coolant flood the workpiece/wheel contact area. Have a large tank to allow swarf to settle out and if possible filter out impurities and fine swarf. A small trickle of coolant occasionally applied is worse than no coolant at all. This causes alternate heating and quenching, which can cause damage to the wheel and workpiece. A good way to apply coolant
is to allow the centrifugal force of the wheel to deliver it in a steady stream to the point of grinding contact.
Contact Supplier
You May Like

New Products


















Popular Searches
Recommended Products
Find Similar Products By Category








 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln