multi-use four rollers specification plate bending machine
USD $30,000 - $118,000 /Set
Min.Order:1 Set
Quick Details View All >
Wuxi Shenchong Forging Machine Co., Ltd.
Product Details
Details of multi-use four rollers specification plate bending machine

Properties and Characteristics:
1.General Introduction:
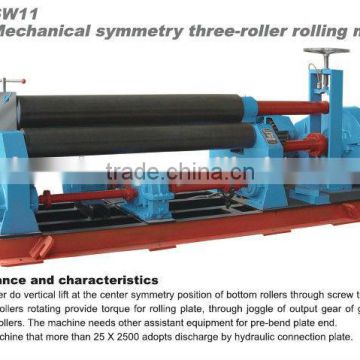
Compared with the Symmetry three-roller rolling machine, the four-roller rolling machine can directly
pre-bend the plate ends without the aid of other devices, and the remaining straight edge is small;
compared with the nonsymmetric three roller rolling machine, it can be rolled into the workpiece not
to turn around the plate. Not only improve the efficiency, but also ensure the quality of the workpiece,
and the process is simple, easy to operate, also reduce the labor intensity.
2. The work roll
The upper roller of the machine is the main driven roller, the hydraulic motor with a reduction gear ratio
driven roller, the roller turn at a speed about 4 meters per minute, to complete the operation.
3. Supporting roller device for roller
Supporting roller devices of the machine: lifting of the lower and both sides rolls, dumping and resetting
of the fell down, these above are used hydraulic transmission, lower rolls and side rolls can lifting at same
time or alone. Lift position at both ends of the roller can be accurately displayed on the operating table.
The main configuration instructions:
The main low voltage electrical components: Schneider
Programmable controller PLC: Mitsubishi
Touch screen (LCD): Mitsubishi
Straight line potentiometer: German MOVO
Upper Roller: 42CrMo quenching and tempering
Bottom Roller: 42CrMo quenching and tempering
Cylinder sealing ring: JAPAN NOK
roller bearing: Large double row self-aligning roller bearing
(ZWZ Wafangdian china)
Hydraulic System: America FIRST
Oil cylinder: # 45 steel quenching and tempering,
finish boring, rolling, honing, the piston rod with #45 steel
quenching and tempering, cylindrical nickel phosphorus
The Roll Working process :
The roll working process have many different ways, customers can be decided by the demands.
The following is a reference:
1 |
Materials Feeding | While the lower roller lifting, the lower generatrix and upper roller upper generatrix distance is slightly larger than the thickness. Then operate the back-side roller rises, feed the steel sheet in level, make the end of the sheet reaches the middle of the side roller for alignment, and then rises the front-side roll upper generatrix to make it in the same horizontal with the lower roll upper generatrix, and then drop the lower roll down to in suitable position. |
2 |
Pre-bending end | Rising the lower roller lifting and clamping the plate, jog rotation the upper roller, make the length of the left end of the plate to the upper roller and lower roller centerline is about 1.52 times of the plate thickness, based on the workpiece curvature size, manipulate front-side roller rise and pre-bending the end of the sheet (the oil cylinder pressure is adjustable within some range according to thickness and different materials.) |
3 | Pre-bending another end | Make the front side roller down to suitable position, and then operate the roller rotates, make the right length of plate to the upper roller and lower roller center-line is about 1.5-2 times the thickness of the steel plate, rising the back-side roller, pre-bending the other end. |
4 |
Initial bending | Operate all rollers lifting positions, bending the middle of the steel plate, rotate the upper roller, make the rotation and materials feeding in the same direction. Initial bending can be divided into several times, generally 4-5 times.
|
5 |
Final bending | According to the curvature of the workpiece, operating the rollers to the corresponding position, rotating the upper roller, doing the final shaped bending. |
Technical Data of specification plate bending machine
Loading Photos:
Customers in Shenchong:
Our Exhibitions:
Contact Supplier

You May Like
New Products


















Popular Searches
Recommended Products
Find Similar Products By Category








 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln