large steel castings for hot rolling mill
USD $2,100 - $2,800 /Metric Ton
Min.Order:10 Metric Tons
Quick Details View All >
Haian Haitai Steel Casting Co., Ltd.
Product Details
Material:Carbon steel,low alloy steel:ZG20SiMn,ZG50Mn,ZG35SiMn,ZG35CrMo,ZG35SiMnMo,
ZG42CrMo,ZG40Cr,ZG34CrNiMo,ZG40Mn and so on.
Process:Place a pattern in sand to create a mold;
Incorporate a gating system;
Remove the pattern;Fill the mold cavity with molten metal;
Allow the metal to cool;
Break away the sand mold and remove the casting.
Heat treatment.
Chemical composition test,UT/MT test,mechanical property test and so on.
Surface treatment and other requirement from customer.
Standard&certificate:ASTM,BS,NF,DIN,JIS and so on;
ISO 9001:2008;BV,CCS,DNV,NK,RINA,KR and so on.
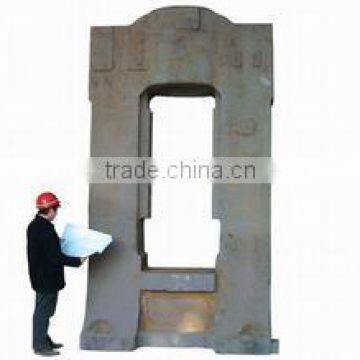
Weight:from 3 tons to 120 tons per piece
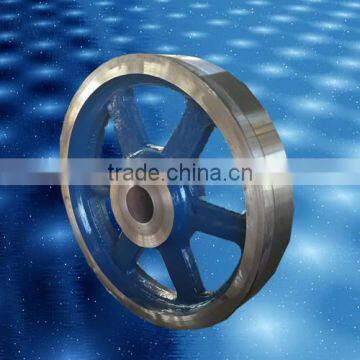
Application:
The products can be widely used in the area of cement mill,rotary kiln,shipbuilding,
metallurgy,mine,sugar mill,powder plant,rail road,engine bed and so on.
We can provide OEM service for cement mill and rotary kiln casting parts,marine steel casting parts,sugar mill machinery parts with carbon steel or low alloy steel.
The casting parts can be supplied as following treatment:
Heat Treatment: Normalized, normalized and tempered,quench and tempered
Machining: Rough machined,semi-finished machined,finished machined
Quality warranty and testing equipment:
Magnetic powder inspection
UT nondestructive test
Dye inspection
Leeb hardness testing equipment
Mechanical property test equipment
Metallographic microscope
Direct-reading spectrometer
Features of our products:
Durable
Excellent tensile strength
Accurate level of tolerance
Good dimensional accuracy
Superb surface finishing
Easy to use and install
Possible defects:
Defect | Causes |
Unfilled sections | Insufficient material Low pouring temperature |
Porosity | Melt temperature is too high Non-uniform cooling rate Sand has low permeability |
Hot tearing | Non-uniform cooling rate |
Surface projections | Erosion of sand mold interior A crack in the sand mold Mold halves shift |
There are no these problems for us.
Uniform wall thickness will ensure uniform cooling and reduce defects.
A thick section, often referred to as a hot spot, causes uneven cooling and can result in shrinkage, porosity, or cracking.
Corners
Round corners to reduce stress concentrations and fracture
Inner radius should be at least the thickness of the walls
Machining allowance
Add 0.0625 - 0.25 in. (0.16 - 0.64 mm) to part dimensions to allow for machining to obtain a smooth surface.

Contact Supplier

You May Like
New Products











Popular Searches
Recommended Products
Find Similar Products By Category









 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln