SAE4140 roller burnished cylinder tube
USD $1,200 - $2,000 /Ton
Min.Order:1 Ton
Quick Details View All >
Changzhou Chengxin Metal Products Co., Ltd.
Product Details
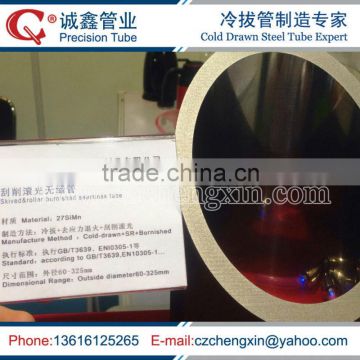
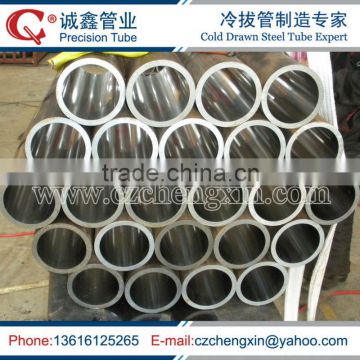
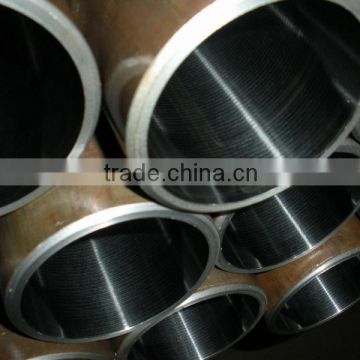
SAE4140 roller burnished cylinder tube is a kind of smooth bore precision seamless steel tube used to produce hydraulic cylinder barrels. We use hydrulic cold drawing technology,honing technology,and skiving and roller burnishing technology to manufacture alloy steel honed hydraulic cylinder tubings.
Commodity: SAE4140 roller burnished cylinder tube
Standard specification&material: EN10305-1 25CrMo4,42CrMo4, ASTM A519 SAE4130,SAE4140,etc.
Size range:40mm*30mm - 480mm*450mm
Manufacture method: cold rolled, hydraulic cold drawn
Delivery condition:
| BK | BKW | BKS | GBK | NBK |
| +C | +LC | +SR | +A | +N |
Internal surface treatment method: honing or skiving and roller burnishing
OD tolerance: as per EN10305-1
ID tolerance: H7,H8,H9,H10 or given by customer.
W.T tolerance(eccentricity): +/-5%
Bore roughness(Ra): 0.4um max.
Chemical composition requirement of E355 material:
| Element | C | Si | Mn | P | S |
| Content (%) | 0.22% max | 0.55% max | 1.60% max | 0.025% max | 0.025% max |
Mechanical properties of E355 tubes:
| BK | BKW | BKS | GBK | NBK | |
| Tensile strength: | 640 Mpa min | 580 Mpa min | 580 Mpa min | 450 Mpa min | 490Mpa-630Mpa |
| Yield strength | - | - | 450 Mpa min | - | 355 Mpa min |
| Elongation | 4% min | 7% min | 10% min | 22% min | 22% min |
Packing: tubes will be packed in bundles tied with steel strips. Slightly internal and external oil coating for anti-rust protection. End plastic caps. External packing by knit bags.
Marking on each piece of tube: to be confirmed.
Mechanical stamp on each piece of tube can be provided.
Shipping: by containers.
External machining or external polishing service can be provided.
End machining service can be provided.
Payment: 30% deposit,balance before shipment or against copy of B/L or L/C at sight.
MOQ: 4 tons for each size.
Warranty: 1 year after receipt of tubes.
Trade term: FOB,CFR,CIF,or DAP.
Third party inspection or customer's inspection is acceptable.
Manufacture procedure: raw material (hot rolled seamless steel pipes) - heat treating - pickling,phosphating,lubrication - hydraulic cold drawing (or further cold rolling) - heat treatment - cutting.
Contact Supplier

You May Like
New Products












Popular Searches
Recommended Products
Find Similar Products By Category





 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln