round tool steel 1.3343 / m2
USD $8 - $12 /Metric Ton
Min.Order:1 Metric Ton
Quick Details View All >
Dongguan City Yaoteng Special Steel Co., Ltd.
Product Details
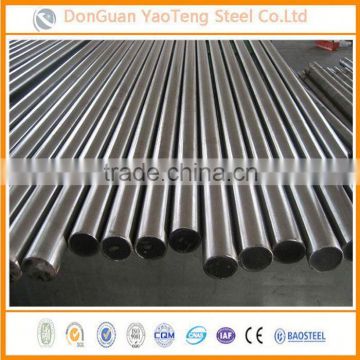
round tool steel 1.3343 / m2
M2 high speed steel in round bar, sheet and plate which can be bandsaw cut to your specific requirements. As a tungsten molybdenum high speed steel, it widely used in the production of machine tool bits,cold forming tools and cutting tools. 1.3343 high speed steel offers high toughness combined with good cutting powers and will withstand increases in temperature without losing its temper.
| Chemical composition |
|
Specification:
Round bar | Diameter(mm) | Length (mm) |
|
2-200 | 2000~5800 |
| |
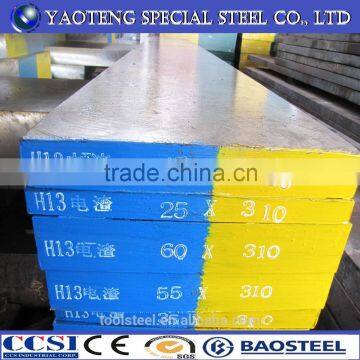
plate/sheet | Thickness(mm) | Width (mm) | Length (mm) |
2-200 | 80~2300 | 2000~5800 |
1.3343 high speed steel round bar, flat bar, plate and block. 1.3343 can be sawn to your required lengths as one offs or multiple cut pieces. Rectangular pieces can be sawn from flat bar or block to your specific sizes. Ground high speed steel bar can be supplied, providing a quality precision bar to tight tolerances.
| Ground Flat Stock | Precision ground flat stock / gauge plate can be produced. Subject to size suitability and availability of raw material pieces can be produced in approximately 2 to 3 weeks. Standard and non-standard sizes are available. |
| Applications | Typical applications this high speed steel grade are twist drills, reamers, broaching tools, taps, milling tools, metal saws. 1.3343 is suitable for cold forming tools such as extrusion rams and dies, also cutting tools and plastic moulds with elevated wear resistance. |
| Forging | Pre heat slowly and uniformly to 850-900°C. The heat should then be increased more quickly to the forging temperature of 1050-1150°C. If during the forging the temperature of the material drops below 880-900°C, re heating will be necessary. Cool the component very slowly after forging. |
| Annealing | Annealing is recommended after hot working and before re hardening. Heat to 850°C at a rate of no more than 220°C per hour. Always hold at temperature for one hour per 25mm of thickness (with two hours being minimum). Furnace cool slowly. The annealed hardness achieved should be 248 Brinell or lower. |
| Stress Relieving | If tools are heavily machined or ground it is recommended to stress relieve after machining and prior to hardening to minimise the possibility of distortion. To stress relieve heat the component to 675-725°C and soak well (approx 2 hours), then cool in air. The 1.3343 tools can be finish machined before heat treatment. |
| Hardening | Pre heat the component in two steps; 450-500°C then 850-900°C. Continue heating to the final hardening temperature of 1200-1250°C and ensure that the component is heated through. Care must be taken to not allow the component to remain too long at the hardening temperature. Quench in warm oil or salt. If quenching in salt allow the tools to equalize, then complete the quench in air. If quenching in oil remove the component from the oil at about 500°C and then air cool. 1.3343 high speed steel is also suitable for vacuum hardening. |
| Tempering | Temper the steel immediately after quenching. Heat uniformly and carefully to the selected tempering temperature and hold at for at least two hours (one hour per 25mm of total thickness). Double tempering is essential and for tools cut by wire EDM triple tempering is strongly recommended.
|
| Heat Treatment | Heat treatment temperatures, including rate of heating, cooling and soaking times will vary due to factors such as the shape and size of each component. Other considerations during the heat treatment process include the type of furnace, quenching medium and work piece transfer facilities. Please consult your heat treatment provider for full guidance on heat treatment of high speed steels. |
| Final Grinding | Select the correct grade of wheel in consultation with the grinding wheel manufacturer. Ensure the grinding wheel is in good condition by means of a suitable dressing tool. Wet grinding is a preferable option using a copious supply of coolant. If dry grinding is resorted to then use a very soft wheel. |
Contact information: Mobile&WhatsApp:+86-15989907254 Skype:sophia.zhou306
Email: sophia(at)

Our Packing is easily loading and unloading. The way of packing has been widely loved by clients.And it can be customized.
Container condition:20'GP: maximum length≤5800mm, maximum weight 25 mts
40'GP: maximum length≤11800mm, maximum weight 25mts
We have horizontal saw machine, vertical saw machine, CNC flame cutting machine, plane milling machine,
face milling machine, grinding machine equipment to meet customers’ requirements of the steel processing
Dongguan Yaoteng Special Steel Co., Ltd is a special steel stockholders and suppliers of tool steel and mould steel.
On April 12, 2009, Yaoteng began to develop the international market, our products have been exported to Brazil, Turkey , Mexico, Colombia, Argentina, Dubai, Saudi Arabia, Syria, Iran, Egypt, the Philippines, Indonesia, Malaysia, Vietnam, India and other countries.
Our advantage:
1.Large stocks for various steel grades:Over 5000Mt stock of regular grade and size
2.Competitive price:long term cooperation with most China famous mill to intergrate mills' product line
3.Fast delivery time:Own factories for peeling,milling,grinding and cuting etc
4,Good after-sale service
| Main product | |
| Hot work tool steel | 1.2344,1.2343,1.2365,1.2581,1.2367,1.2713 etc. |
| H13,H11,H10,H21, etc. | |
| SKD61,SKD6,SKD5,SKT4 etc. | |
| Cold work tool steel | 1.2379,1.2601,1.2080,1.2363,1.2842,1.2419,1.2510,1.2550,1.2767 etc. |
| D2,D3,D5,D6,D8,A2,O2,O1 etc. | |
| SKD1,SKD11, SKS3 SKD10 etc. | |
| Plastic mould steel | 1.2083,1.2311, 1.2316,1.2738 etc. |
| P20, P20+Ni, 420 etc. | |
| NAK80,ASSAB 718,718H,S136,S136H,M300 | |
| High speed tool steel | 1.3355,1.3343,1.3247 |
| T1,M2,M35,M42 | |
| SKH2,SKH51,SKH59 | |
| Structural alloy steel | 1.7225,1.6511,1.7035,1.7220 |
| 4140, 4340, 5140, 4130,4150,4135 | |
| SCM440,SNCM439,SCM435 | |
| Carbon steel | 1.1191,ck45,C45e,C45n,1.1730,1.1740 |
| 1020,1045, 1050 | |
| S20C,S35C,S45c, S50C,S55C,SS400 | |
Contact Supplier

You May Like
New Products
















Popular Searches
Recommended Products
Find Similar Products By Category








 Facebook
Facebook
 X
X
 Pinterest
Pinterest
 Linkedln
Linkedln